För alla frågor och feedback från kunder kommer vi att svara tålmodigt och noggrant.
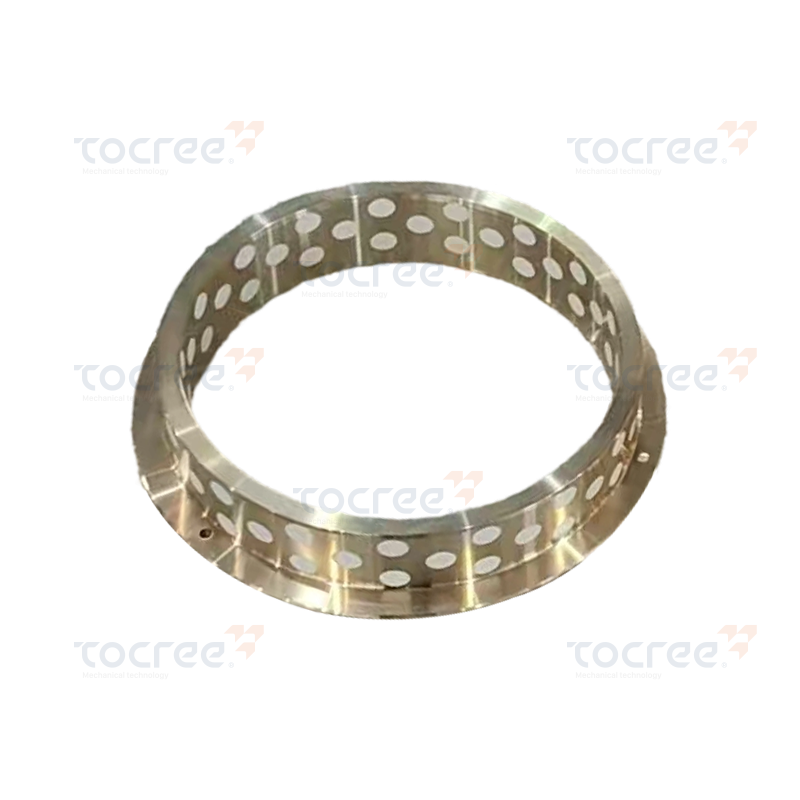
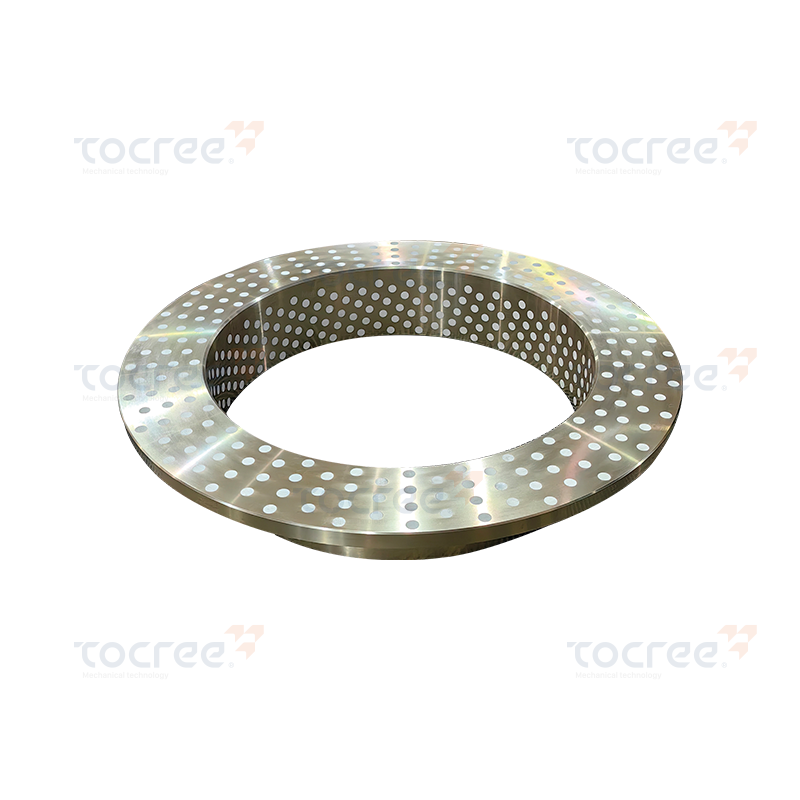
Materialstruktur: Gjuten aluminiummässing CuZn25Al6Fe3Mn3, med grafitinlägg. Applikat...
En självsmörjande hylsa - även kallad ett självsmörjande hylslager, självsmörjande bussning eller underhållsfritt glidlager - är en cylindrisk lagerkomponent som ger ett glidande gränssnitt med låg friktion mellan en roterande eller oscillerande axel och dess hus utan att kräva en extern tillförsel av olja eller olja. Smörjfunktionen är inbyggd i själva lagermaterialet: antingen genom en fast smörjmedelsfas inbäddad i lagermatrisen, genom en porös struktur impregnerad med olja som släpper ut smörjmedel till kontaktytan under belastning och temperatur, eller genom en naturligt lågfriktionspolymeryta som inte kräver något konventionellt smörjmedel alls.
Funktionsprincipen skiljer självsmörjande hylsor i grunden från konventionella hydrodynamiska eller hydrostatiska glidlager, som är beroende av en kontinuerlig extern oljetillförsel för att upprätthålla den smörjande filmen som separerar axel och lagerytor. En självsmörjande hylsa fungerar i gränssmörjning eller torrfriktionsregimer där smörjmedelsfilmen är intermittent eller frånvarande - och lagermaterialets sammansättning är konstruerad för att ge tillräcklig belastningskapacitet, acceptabel slitagehastighet och låg friktion under dessa svåra förhållanden. Detta gör självsmörjande hylsor särskilt värdefulla i applikationer där extern smörjning är otillgänglig, opraktisk, förbjuden av hygien- eller kontamineringskrav, eller helt enkelt inte värd att underhålla under produktens livslängd.
Självsmörjande hylsa lager är inte en enskild produktkategori utan en familj av olika material och konstruktionsmetoder, var och en med en distinkt smörjmekanism, prestandaomslag och den bästa applikationsprofilen. Att förstå skillnaderna mellan huvudtyperna är utgångspunkten för alla seriösa urvalsprocesser.
Självsmörjande hylsor av sintrad brons – ofta kallade oilite-lager eller oljeimpregnerade bussningar – tillverkas genom att komprimera och sintra bronspulver till en porös struktur som sedan vakuumimpregneras med smörjolja, vanligtvis till 15–30 % av lagrets volym. Under drift orsakar kombinationen av värme som genereras vid axel-lagergränsytan och pumpverkan av axelrotation att olja migrerar från lagrets inre porer till glidytan och bildar en smörjande film. När axeln stannar och lagret svalnar, absorberas oljan genom kapillärverkan in i den porösa matrisen. Denna självpåfyllningscykel kan upprätthålla smörjning under flera år av intermittent service utan eftersmörjning, och oljebehållaren i lagret är i praktiken lagrets hela livslängd för smörjmedel. Sintrade bronshylsor är den mest använda självsmörjande hylsan globalt, som finns i elmotorer, hushållsapparater, jordbruksutrustning, biltillbehör och lätta industrimaskiner.
Inläggshylsor för fasta smörjmedel använder en metallisk lagerkropp - vanligtvis gjuten brons, stål eller järn - med exakt borrade urtag eller genomgående hål fyllda med fasta smörjproppar, vanligtvis grafit, PTFE eller molybdendisulfid (MoS₂)-föreningar. När axeln roterar eller oscillerar mot lagerhålet, slits de fasta smörjmedelspluggarna gradvis och överför ett tunt, vidhäftande lager av smörjmedel till både axelytan och lagerhålet. Denna överförda smörjmedelsfilm minskar friktion och slitage mellan kontaktytorna utan att behöva någon vätska eller fett. Självsmörjande hylsor med fast plugg fungerar effektivt vid temperaturer som skulle bryta ned oljor och fetter — grafitproppade bronshylsor fungerar upp till 400°C i vissa applikationer — och används i krävande miljöer inklusive industriugnar med hög temperatur, utrustning för glastillverkning, lantbruksmaskiner utomhus och processutrustning som utsätts för smuts eller nedsmutsning av mat eller väta, är förbjudet.
Polymerbaserade självsmörjande hylsor använder material som PTFE (polytetrafluoreten), PEEK, nylon, acetal och olika fiberförstärkta kompositer som har i sig låga friktionskoefficienter (PTFE har en statisk friktionskoefficient så låg som 0,04) och genererar en självsmörjande överföringsaxels yta på den matande överföringsaxelns yta i den matande överföringsaxeln. Inlindade PTFE-fodrade hylsor – i vilka en tunnväggig PTFE-kompositfoder är bunden till ett stål- eller bronsskal – används särskilt allmänt i fordonsupphängningsbussningar, styrarmsvängningar, flygplanskontrolllänkar och precisionsinstrumenteringsvängningar. PTFE-fodret ger en konsekvent glidyta med låg friktion, ingen stickning som bibehåller prestanda över ett brett temperaturområde (vanligtvis -200°C till 260°C för ren PTFE), fungerar utan smörjmedel och tolererar oscillerande och reverserande belastningar som skulle få ett hydrodynamiskt lager att gå sönder omedelbart på grund av otillräcklig filmbildning.
Bimetall- och flerskikts självsmörjande hylslager kombinerar ett stålunderlag för strukturell styrka med ett mellanskikt av lagerlegering (vanligtvis blyad brons eller tenn-brons) och en tunn överlagring av polymerkomposit - oftast en PTFE-blyblandning, PTFE-fiberkomposit eller acetalförening - som ger den låga glidytan. Flerskiktskonstruktionen gör att varje lager kan optimeras för en annan funktion: stålbaksidan ger presspassningshållning och lastfördelning, det sintrade bronsmellanskiktet ger bra bindning och måttlig formbarhet, och PTFE-kompositöverdraget ger den självsmörjande glidytan. Lager av DU-typ och DX-typ (kommersiella beteckningar för allmänt använda specifikationer för självsmörjande flerskiktshylsor) är den dominerande komponenten i bussningar med små ändar för fordonsmotorer, svängtappar för jordbruksmaskiner, stiftleder för entreprenadutrustning och högcykelindustrilänkar där kombinationen av hög lastkapacitet, låg friktion och underhållsfri drift krävs vid kompakt drift och underhållsfri drift.
Tabellen nedan sammanfattar de fyra huvudsakliga självsmörjande hylsortyperna över de mest praktiskt viktiga urvalskriterierna, vilket ger en snabbreferensram för initialt teknikval.
| Typ | Smörjmekanism | Max temperatur (°C) | Lastkapacitet | Bästa applikationen |
| Sintrad brons (oljeimpregnerad) | Oljemigrering från porös matris | 100–120°C | Måttlig | Motorer, apparater, lätta maskiner |
| Solid smörjpropp (grafit/MoS₂) | Överför film från pluggslitage | Upp till 400°C | Hög | Ugnar, livsmedelsbearbetning, utomhusutrustning |
| PTFE / polymerkomposit | Överföringsfilm med låg friktion på axeln | 260°C (PTFE) | Låg–måttlig | Flyg-, medicinska, oscillerande länkar |
| Flerlager (DU/DX bimetall) | PTFE-kompositöverlagringsfilm | 130–180°C | Hög | Fordon, entreprenadmaskiner, pivoter |
Databladen för självsmörjande hylslager presenterar en uppsättning prestandaparametrar som, om de missförstås eller används fel, leder direkt till för tidigt lagerhaveri. Att förstå vad varje parameter representerar och hur de interagerar är avgörande för ett säkert lagerval.
PV-värdet — produkten av lagertrycket P (i MPa eller N/mm²) och glidhastigheten V (i m/s) — är den grundläggande driftsparametern för självsmörjande hylslager. PV representerar hastigheten med vilken friktionsvärme genereras vid lagerytan per ytenhet: högt tryck med hög hastighet genererar mer värme än samma tryck vid låg hastighet. Varje självsmörjande hylsmaterial har ett maximalt tillåtet PV-värde över vilket värmealstringshastigheten överstiger lagrets förmåga att avleda det, vilket gör att lagerytans temperatur stiger till den punkt där smörjmedlet bryts ned, lagermaterialet mjuknar eller deformeras och slitagehastigheten accelererar till att misslyckas. Viktigt är att den maximalt tillåtna PV inte uppnås vid någon kombination av P och V som producerar den produkten - det finns också separata gränser för maximalt tryck (P_max) och maximala hastighetsgränser (V_max) som begränsar driftenveloppen oberoende av PV-produkten. Ett lager kan ha en PV-gräns på 0,1 MPa·m/s, ett P_max på 40 MPa och ett V_max på 0,5 m/s — och alla tre begränsningarna måste uppfyllas samtidigt.
Friktionskoefficienten för ett självsmörjande hylslager är inte en fast konstant – den varierar med glidhastighet, kontakttryck, temperatur, den passande axelns grovhet och tillståndet hos överföringsfilmen på axelns yta. Publicerade friktionskoefficientvärden i datablad (vanligtvis 0,03–0,2 beroende på materialtyp) representerar stationära värden under representativa förhållanden efter initial inkörning, inte momentana eller värsta tänkbara värden. Startfriktionskoefficienten - innan överföringsfilmen etableras eller innan oljan har migrerat till lagerytan - är vanligtvis två till fem gånger högre än steady-state-värdet. Detta är särskilt viktigt för applikationer med mycket snäva vridmomentbudgetar (precisionsinstrument, ställdon med små drivmotorer) och för applikationer med frekventa start-stopp-cykler där stabila filmförhållanden aldrig är helt etablerade.
Den passande axelns yttillstånd har stor inverkan på de självsmörjande hylslagrens prestanda och livslängd. För metalliska självsmörjande hylsor (sintrad brons, solid pluggbrons) bör axeln härdas till minst 30 HRC för att förhindra att axelytan nöts av bronslagermaterialet, vilket vanligtvis är hårdare än glödgat stålaxel. En mjuk axel som löper i en självsmörjande hylsa av brons kommer att samla bronsskräp som överförs till axeln, vilket gradvis ökar friktionen och slitaget tills det går sönder. För PTFE-komposit- och flerskiktshylslager är axelns ythårdhetskrav mindre stränga (20 HRC är vanligtvis tillräckligt) eftersom PTFE-överdraget är mjukare och överensstämmer med mindre ojämnheter i axeln, men axelytans ojämnhet måste kontrolleras till Ra 0,4–0,8 µm och skärs igenom FE 0,8 µm och PT. överlägg snabbt; för slät (under Ra 0,1 µm), och överföringsfilmen har otillräckliga mekaniska förankringspunkter för att tillförlitligt vidhäfta till skaftytan.

Självsmörjande hylslager är inte universellt överlägsna konventionella olje- eller fettsmorda lager – de har lägre maximala PV-gränser och högre friktionskoefficienter än välsmorda glidlager som arbetar i det hydrodynamiska regimen. Deras fördel är dock avgörande i en specifik uppsättning förhållanden där konventionell smörjning misslyckas eller är opraktisk.
Valet mellan ett självsmörjande hylslager och ett rullager (kul- eller rullager) är ett av de vanligaste designbesluten inom maskinteknik, och varje teknik har genuina fördelar under specifika förhållanden. Ingendera är universellt överlägsen, och beslutet bör fattas genom att jämföra de specifika kraven för applikationen med varje tekniks styrkor.
| Kriterier | Självsmörjande hylsa | Rullande elementlager |
| Startfriktion | Höger (boundary lubrication) | Mycket låg (rullande kontakt) |
| Vibrations- och stötbelastningstolerans | Utmärkt (stor kontaktyta) | Måttlig (point/line contact) |
| Generering av buller och vibrationer | Mycket låg (tyst drift) | Låg till måttlig (tävlingsljud) |
| Radiellt utrymmesbehov | Minimal (tunn vägg) | Större (bur och rullande element) |
| Underhållskrav | Ingen (underhållsfri) | Periodisk eftersmörjning eller förseglad |
| Hög-speed performance | Begränsad (värmegenerering) | Utmärkt |
| Kostnad | Låg till måttlig | Måttlig to high |
| Oscillerande / låghastighetsrörelse | Utmärkt | Dålig (falsk brinellningsrisk) |
| Kontamineringstolerans | Bra (fast konstruktion) | Dålig (partikelinträngning skadar raser) |
Att välja ett självsmörjande hylslager kräver att man systematiskt arbetar igenom applikationens driftförhållanden och matchar dem mot prestandagränserna för kandidatlagertyper och material. Att hoppa direkt till en specifik produkt baserat på ytlig likhet med en tidigare applikation – utan att bekräfta PV, temperatur och miljökompatibilitet – är den vanligaste vägen till för tidigt lagerfel.
Beräkna lagertrycket P genom att dividera den radiella belastningen (i Newton) med den projicerade lagerytan (håldiameter × längd, i mm²), omvandla till MPa. Beräkna glidhastigheten V i m/s från axelns rotationshastighet och diameter, eller slaglängden och cykelhastigheten för oscillerande applikationer. Bestäm om rörelsen är kontinuerlig rotation, intermittent rotation, oscillerande eller fram- och återgående — detta påverkar både PV-beräkningen (oscillerande rörelse har en lägre effektiv PV än kontinuerlig rotation vid samma topphastighet) och vilken typ av självsmörjande hylsa som är bäst lämpad. Kontrollera både den beräknade PV-produkten och de individuella P- och V-värdena mot lagermaterialets gränser och se till att alla tre begränsningarna är uppfyllda med en säkerhetsfaktor på minst 1,5–2,0 för att ta hänsyn till last- och hastighetsvariationer under drift.
Bestäm driftstemperaturområdet — både omgivningstemperaturen och lagrets egen driftstemperatur, som kommer att vara högre än omgivningstemperaturen på grund av friktionsvärmegenerering. Korsreferens detta mot temperaturgränserna för kandidatlagermaterial: standard oljeimpregnerad sintrad brons är begränsad till cirka 80–120°C kontinuerligt; PTFE-kompositflerlagerlager arbetar till 130–180°C; bronshylsor med grafitinlägg klarar upp till 400°C. Identifiera all kemisk exponering - syror, alkalier, lösningsmedel, vatten, livsmedelsklassade rengöringsmedel - och verifiera materialkompatibilitet. Polymer självsmörjande hylsor är ofta mer kemiskt resistenta än metalltyper, men specifika polymerkvaliteter måste kontrolleras mot de faktiska kemikalierna som finns, eftersom kemikalieresistensen varierar avsevärt mellan polymertyperna.
Självsmörjande hylslager kräver ett specifikt radiellt spel mellan lagerhålet och axeldiametern för korrekt funktion. För lite spel gör att lagret greppar axeln, vilket genererar överdriven friktion och värme som snabbt förstör både axel och lager. För mycket spel gör att axeln kan gunga i hålet under belastning, vilket skapar kantbelastning vid lagerändarna och dynamiska stötbelastningar som orsakar accelererat slitage och utmattning. Rekommenderade hålavstånd för självsmörjande hylslager är vanligtvis större än de som används för rullningslager – sintrade bronshylsor använder vanligtvis H7/f7 eller H8/f7 passform (frigång på 0,01–0,05 mm på små diametrar), medan PTFE-komposithylsor kan kräva lite överliggande hylsor i polymeren för att hylsor ska passa lite över. kallflöde under ihållande högt kontakttryck.
Självsmörjande hylsor är bland de enklaste lagren att installera korrekt — men felaktig installation är också förvånansvärt vanligt och resulterar i tidigt fel som ofta felaktigt tillskrivs lagermaterialet snarare än installationsmetoden.
Självsmörjande hylsor är slitagekomponenter - de har en begränsad livslängd som bestäms av driftsförhållandena, lagermaterialets slitstyrka och yttillståndet på den motverkande axeln. Till skillnad från rullager, som ofta misslyckas med en plötslig, dramatisk ökning av buller och vibrationer, misslyckas självsmörjande hylslager gradvis genom progressivt slitage som ökar spelet mellan axel och hål tills det når en oacceptabel nivå. Detta gradvisa felläge är förutsägbart och hanterbart om det övervakas korrekt, men kan missas helt om ingen övervakning finns på plats, vilket så småningom resulterar i axelskador, överdrivna vibrationer och skador på andra systemkomponenter.
Den primära indikatorn på självsmörjande hylsslitage är ökat spel mellan axel och borrning, mätt genom att föra in en avkännarmätare mellan axel och lagerhål eller genom att mäta axelförskjutning med en visare under en definierad testbelastning. De flesta lagertillverkare anger ett maximalt tillåtet spel - vanligtvis två till tre gånger det ursprungliga spelet - utöver vilket lagret bör bytas ut. I praktiken ställs utbyteskriteriet ofta av systemets tolerans för axelrörelser: i precisionsinstrumentering kan en frigångsökning på 0,02 mm vara oacceptabel; i en stor jordbruksvängled kan 0,5 mm extra spel vara acceptabelt.
Visuell inspektion av borttagna självsmörjande hylsor ger värdefull diagnostisk information om huruvida lagret fungerade inom dess designgränser. Jämnt slitage över hela lagerlängden och en polerad, slät hålyta indikerar korrekt funktion och korrekt axelinriktning. Stort slitage koncentrerat i ena änden av lagret indikerar axelfelinriktning eller deformation under belastning. Rissade eller spårade lagerytor indikerar att nötande föroreningar kommer in i lagerspelet, vilket tyder på otillräcklig tätning. Överhettat eller missfärgat lagermaterial — mörkning, sprickbildning eller delaminering av ett PTFE-skikt — indikerar drift över materialets temperaturgräns, vilket kräver undersökning av om PV-gränsen överskreds eller om husets värmeavledning var otillräcklig för applikationen.

Materialstruktur: Gjuten aluminiummässing CuZn25Al6Fe3Mn3, med grafitinlägg. Applikat...

Enkelfläns självsmörjande lager (med grafitinbäddning) är en högpresterande solid självsmörjande ...

Denna sfäriska självsmörjande kopparhylsa är gjord av höghållfast höghållfast mässing som basmate...
Hög draghållfasthet: Denna produkts draghållfasthet når upp till 750N/mm², vilket säkerställer ut...

Detta självsmörjande sfäriska bimetalllager är konstruerat för hög prestanda och hållbarhet, med ...
PTFE enfläns solid självsmörjande kopparhylsa är en högpresterande mekanisk komponent. Den är til...
Upphovsrätt © 2025 Jiashan Tocree Machinery Co., Ltd. Alla rättigheter reserverade.
Anpassade kopparlegeringar maskindelar
