För alla frågor och feedback från kunder kommer vi att svara tålmodigt och noggrant.
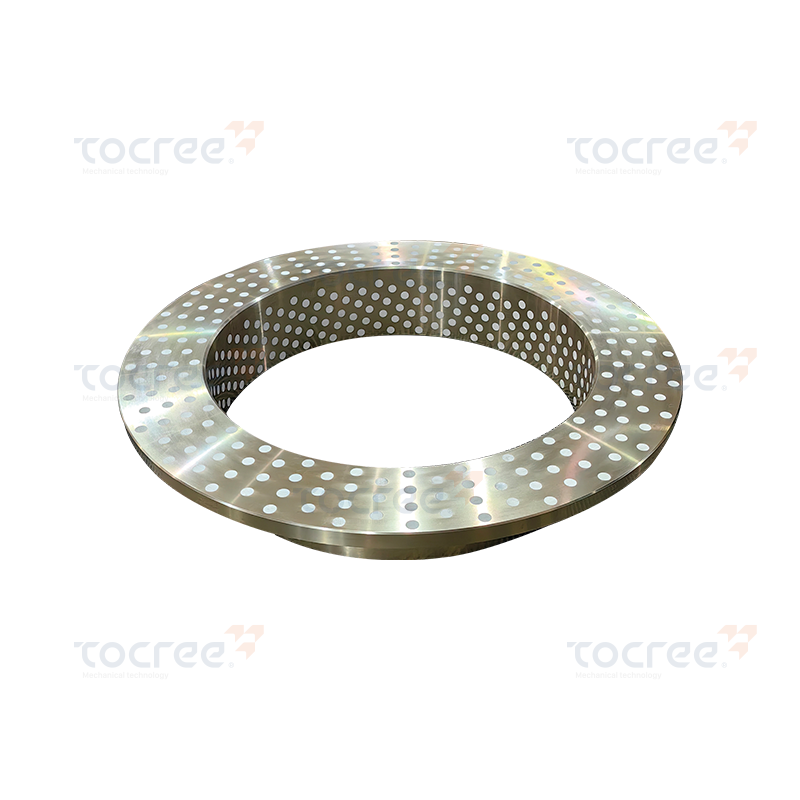
Materialstruktur: Gjuten aluminiummässing CuZn25Al6Fe3Mn3, med grafitinlägg. Applikat...
Ett självsmörjande lager är en typ av lager som innehåller sitt eget smörjmedel inbyggt direkt i lagermaterialet - inget externt fett, olja eller underhållsschema krävs. Smörjmedlet är inbäddat i form av fasta partiklar, porösa strukturer eller speciella polymerföreningar som avger en tunn smörjfilm på axelns yta under drift. Denna kontinuerliga, kontrollerade frigöring minskar friktion och slitage under hela lagrets livslängd.
Mekanismen fungerar genom vad ingenjörer kallar "överföringsfilm"-teknik. När axeln roterar eller glider mot lagerytan överförs mikromängder av smörjmedel - typiskt grafit, PTFE (polytetrafluoreten) eller molybdendisulfid - till den motverkande ytan. Detta skapar ett självpåfyllande skyddsskikt som håller friktionen låg även under långvarig tung belastning. Till skillnad från konventionella oljesmorda lager som förlitar sig på en flytande film för att separera rörliga delar, är självsmörjande konstruktioner beroende av solid-state kemi för att göra samma jobb - men med mycket mindre underhåll.
Detta gör dem till en attraktiv lösning i applikationer där eftersmörjning är opraktisk, där föroreningar från oljor eller fetter är oacceptabelt, eller där utrustning måste fungera tillförlitligt under extrema förhållanden som höga temperaturer, vakuum eller kemiskt aggressiva miljöer.
Alla självsmörjande lager är inte byggda på samma sätt. Rätt typ beror på dina belastningskrav, driftstemperatur, hastighet och miljö. Här är en uppdelning av de mest använda kategorierna:
Dessa är gjorda av komprimerade och sintrade metallpulver - vanligtvis brons eller järn - som lämnar efter sig ett nätverk av sammankopplade porer. Porerna är förmättade med olja, som sipprar ut genom kapillärverkan när lagret värms upp under användning och sedan dras in igen när det svalnar. Denna "andnings"-verkan gör sintrade lager utmärkta för lätta till medelstora applikationer som små motorer, fläktar och hushållsapparater. De är billiga, tysta och kan hålla i flera år utan extra smörjning.
Polymerbaserade självsmörjande lager är tillverkade helt och hållet av konstruerad plast - PTFE, nylon, acetal eller PEEK - ofta blandade med förstärkande fyllmedel som glasfiber, kol eller bronspulver. PTFE i synnerhet har en av de lägsta friktionskoefficienterna för något fast material, vilket gör dessa lager idealiska för rena miljöer som livsmedelsförädling, farmaceutiska maskiner och medicinsk utrustning. De är också helt korrosionsbeständiga och elektriskt icke-ledande.
Självsmörjande kompositlager kombinerar ett stödskal av stål eller brons med ett tunt sammanfogat lager av PTFE-baserat eller liknande polymerfoder. Metallunderlaget ger hög strukturell styrka och utmärkt värmeavledning, medan polymerytan hanterar smörjningen. Denna hybriddesign stöder betydligt högre belastningar än rena polymerlager och används i stor utsträckning i fordonskomponenter (dörrgångjärn, upphängningslänkar), jordbruksmaskiner och anläggningsutrustning.
Dessa lager är vanligtvis gjorda av brons eller gjutjärn med grafitinsatser pluggade eller gjutna direkt i kroppen. Grafit är ett utmärkt fast smörjmedel — det behåller sina egenskaper vid extremt höga temperaturer och i miljöer där oljor skulle brytas ned eller avdunsta. Kol-grafitlager används i synnerhet i ångturbiner, pumpar som hanterar heta vätskor och industriella ugnar där driftstemperaturerna kan överstiga 400°C. De fungerar också bra i våta miljöer eftersom vatten faktiskt förbättrar grafitens smörjprestanda.
Används i tunga industriella och marina applikationer, dessa lager är konstruerade av lager av vävt tyg (ofta glas eller kolfiber) impregnerade med harts och PTFE. De erbjuder exceptionell lastkapacitet, slagtålighet och finns vanligtvis i roderlager ombord, broexpansionsleder och hydraulcylindrar. Deras förmåga att tolerera kantbelastning och axelförskjutning gör dem också populära i terrängfordon och gruvutrustning.
Att välja mellan självsmörjande och konventionellt smorda lager innebär avvägningar mellan flera prestanda- och kostnadsdimensioner. Tabellen nedan sammanfattar de viktigaste skillnaderna:
| Funktion | Självsmörjande lager | Konventionellt lager |
| Underhåll krävs | Ingen eller minimal | Regelbunden eftersmörjning/oljning |
| Drifttemperaturområde | Ofta -200°C till 400°C (typberoende) | Begränsad av nedbrytning av smörjmedel |
| Lastkapacitet | Medium till mycket hög (sammansatta typer) | Hög till mycket hög |
| Kontaminationsrisk | Låg — inget olje-/fettläckage | Högre — möjliga läckor |
| Lämplig för Food/Pharma | Ja (PTFE/polymertyper) | Endast med livsmedelsgodkända smörjmedel |
| Initial kostnad | Måttlig till högre i förväg | Ofta lägre i förväg |
| Total livstidskostnad | Lägre (mindre stilleståndstid/underhåll) | Högre över full livslängd |
| Ljudnivå | Låg (särskilt sintrade typer) | Variabel |
Attraktionskraften hos oljefria, underhållsfria lager spänner över ett brett spektrum av industrier. Här är några av de vanligaste tillämpningarna i den verkliga världen där dessa lager lyser:

Att välja fel självsmörjande lager för din applikation är en av de vanligaste orsakerna till för tidigt fel. De kritiska parametrarna att utvärdera är:
PV-värdet är produkten av lagerbelastningen (i MPa eller psi) och axelns ythastighet (i m/s eller ft/min). Varje självsmörjande lagermaterial har en maximalt tillåten PV-klassificering – om den överskrids gör det att lagret överhettas och slits snabbt. Ofylld PTFE har till exempel en PV-gräns på cirka 0,1 MPa·m/s, medan bronsstödda PTFE-kompositlager kan hantera 0,5 MPa·m/s eller mer. Kontrollera alltid tillverkarens PV-datablad och tillämpa en säkerhetsfaktor.
Polymerlager har övre temperaturgränser - PTFE når vanligtvis runt 260°C, medan PEEK klarar upp till 300°C. Kol-grafit och grafitpluggade bronslager kan gå långt över 400°C. Det är lika viktigt att tänka på prestanda vid låga temperaturer: i kalla miljöer blir vissa polymerer spröda, vilket kan leda till sprickbildning under belastning. Ange både lägsta och högsta driftstemperaturer när du köper dina lager.
Självsmörjande lager är känsliga för axelytkvalitet på ett sätt som oljesmorda lager inte är. En grov axelyta kan snabbt slita på polymeren eller smörjmedelsfilmen, vilket dramatiskt förkortar lagrets livslängd. De flesta tillverkare rekommenderar en axelytråhet på Ra 0,4 till 0,8 µm för optimal prestanda. Axlar av härdat stål (HRC 45 eller högre) är starkt att föredra framför mjukt eller rostfritt stål, som kan galla mot vissa lagermaterial.
Till skillnad från rullager kräver glidlager, självsmörjande lager exakt diametralt spel mellan hålet och axeln. För tätt och lagret kan fastna eller generera överdriven värme. För löst och du får vibrationer, buller och accelererat slitage. Typiska rekommenderade spelrum sträcker sig från 0,01 % till 0,1 % av axeldiametern beroende på materialtyp och applikation — se alltid tillverkarens installationsriktlinjer.
Även det bästa lagret kommer att gå sönder tidigt om det är felaktigt installerat. Se upp för dessa vanliga fel:
Följ den här steg-för-steg-metoden för att avgränsa den bästa lagertypen:
Förskottskostnaden för självsmörjande lager är ibland högre än vanliga bronsbussningar eller kullager — men bilden av den totala ägandekostnaden ser väldigt annorlunda ut när du tar hänsyn till underhållsarbete, smörjmedelskostnader, schemalagda stillestånd och risken för oplanerade fel. I produktionsmiljöer med stora volymer eller svåråtkomliga installationer, kan eliminering av ett enda eftersmörjningsintervall täcka in extrakostnaden för lagret många gånger om.
Tänk på ett transportsystem som körs i en livsmedelsanläggning. Konventionella smorda lager i den miljön kräver regelbunden inspektion, eftersmörjning och eventuellt byte av fettförorenade komponenter. En enskild kontamineringsincident kan resultera i ett fullständigt återkallande av produkten. Att byta till underhållsfria PTFE självsmörjande lager eliminerar kontamineringsrisken helt och tar bort det lagret från underhållsschemat – frigör ingenjörstid och förhindrar kostsamma driftstopp.
I offshore-, gruv- eller fjärrinfrastrukturapplikationer är besparingarna ännu mer dramatiska. När varje underhållsbesök kräver helikoptertransport eller timmars resa, innebär eliminering av smörjkrav från dussintals lagerpunkter mycket betydande driftsbesparingar under en flerårig utrustningslivscykel.
Självsmörjande lager har utvecklats från en nischad ingenjörslösning till ett mainstream-val inom dussintals industrier. Oavsett om du specificerar komponenter för en industriugn med hög temperatur, en livsmedelsförpackningslinje, ett fordonsgångjärn eller en satellitmekanism, finns det ett självsmörjande lager som är konstruerat för att klara jobbet – utan att behöva en fettspruta. Nyckeln är att förstå de tekniska parametrarna som styr din specifika applikation och matcha dem med rätt material och design. Med den anpassningen på plats får du pålitlig, långvarig prestanda med dramatiskt lägre total underhållsbörda.

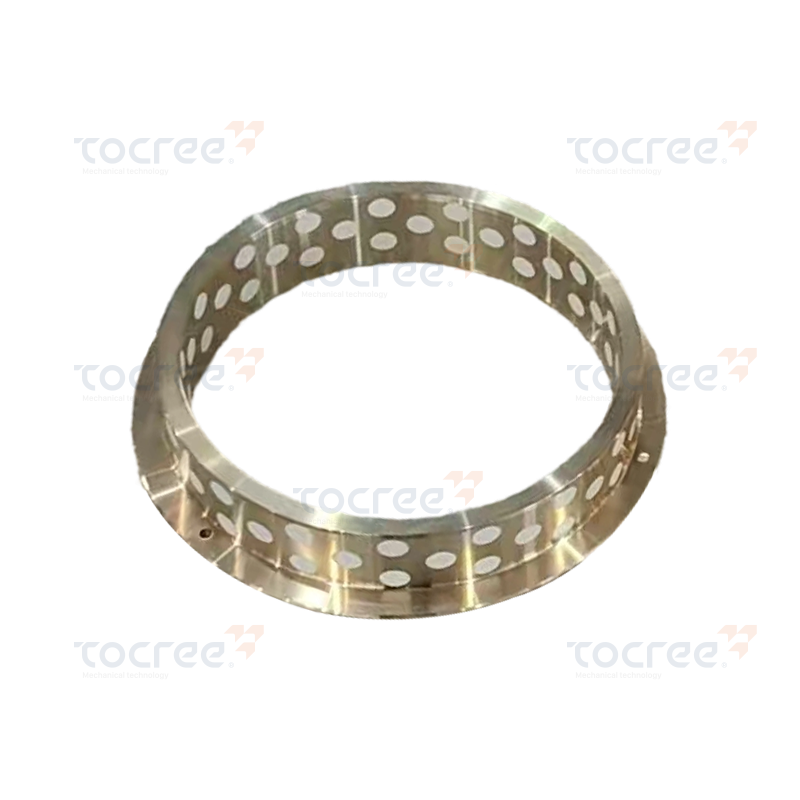
Materialstruktur: Gjuten aluminiummässing CuZn25Al6Fe3Mn3, med grafitinlägg. Applikat...

Detta självsmörjande sfäriska bimetalllager är konstruerat för hög prestanda och hållbarhet, med ...
PTFE enfläns solid självsmörjande kopparhylsa är en högpresterande mekanisk komponent. Den är til...

Enkelfläns självsmörjande lager (med grafitinbäddning) är en högpresterande solid självsmörjande ...

Denna sfäriska självsmörjande kopparhylsa är gjord av höghållfast höghållfast mässing som basmate...
Hög draghållfasthet: Denna produkts draghållfasthet når upp till 750N/mm², vilket säkerställer ut...
Upphovsrätt © 2025 Jiashan Tocree Machinery Co., Ltd. Alla rättigheter reserverade.
Anpassade kopparlegeringar maskindelar
