För alla frågor och feedback från kunder kommer vi att svara tålmodigt och noggrant.
Denna sfäriska självsmörjande kopparhylsa är gjord av höghållfast höghållfast mässing som basmate...
En oljefri axelhylsa - även kallad ett självsmörjande hylslager, oljefri bussning eller torr axelhylsa - är en cylindrisk lagerkomponent utformad för att stödja en roterande eller oscillerande axel utan att kräva någon extern smörjning såsom fett, olja eller periodisk eftersmörjning. Hylsan sveper runt axeltappen och ger ett glidande gränssnitt med låg friktion mellan axeln och dess hus, helt beroende av fasta smörjmedel inbäddade i eller applicerade på själva lagermaterialet för att hantera friktion och slitage under komponentens livslängd.
Problemet som oljefria axelhylsor löser är i grunden ett av underhållstillgång, miljöförorening och driftsäkerhet. I ett konventionellt oljesmord hylslager styrs friktion och slitage av en kontinuerlig eller periodisk tillförsel av olja eller fett till lagergränsytan. Detta fungerar bra när lagret är tillgängligt för rutinsmörjning, när driftsmiljön är ren och tempererad och när oljeförorening av den omgivande utrustningen eller produkten inte är ett problem. Men många verkliga tillämpningar misslyckas med ett eller flera av dessa villkor: lager i livsmedelsutrustning kan inte smörjas med petroleumsmörjmedel; lager djupt inne i stora maskinkonstruktioner är otillgängliga för vanlig smörjning; lager i dammiga gruvmiljöer har sin oljefilm förorenad inom några dagar efter applicering; lager i högtemperaturugnstransportörer arbetar över nedbrytningstemperaturen för någon praktisk smörjolja.
En korrekt specificerad oljefri axelhylsa eliminerar alla dessa begränsningar. Det ger den lastbärande och axellokaliserande funktionen hos ett konventionellt hylslager med noll extern smörjingång under hela livslängden för komponenten - vanligtvis 5 000 till 50 000 drifttimmar beroende på material, belastning, hastighet och miljö. För utrustningskonstruktörer innebär detta enklare smörjsystem, lägre underhållsarbetskostnader och möjligheten att installera lager på platser som skulle vara opraktiska att smörja. För slutanvändarna innebär det minskad stilleståndstid, eliminerad smörjmedelsanskaffning och kostnader för avfallshantering och förbättrad produktrenhet i känsliga applikationer.
Förmågan hos en oljefri axelhylsa att fungera utan extern smörjning är inte bara en fråga om att använda ett lågfriktionsmaterial - det beror på en specifik tribologisk mekanism genom vilken lagerytan aktivt genererar och fyller på en smörjande film under drift.
Den viktigaste mekanismen i självsmörjande hylslager är bildandet av en överföringsfilm på den matchande axelytan. När axeln roterar mot lagerhålet frigörs mikroskopiska mängder fast smörjmedel - typiskt PTFE (polytetrafluoretylen), grafit, molybdendisulfid (MoS₂) eller kombinationer därav - från lagermaterialet och fäster på axelns yta som en tunn, kontinuerlig µm1–5 beläggning. När denna överföringsfilm väl har etablerats (vanligtvis inom de första timmarna av drift, kallad "inkörningsperioden") är kontakten effektivt mellan två smorda ytor - överföringsfilmen på axeln och det fasta smörjmedlet i lagerhålet - snarare än mellan bar metall och lagermaterial. Detta minskar dramatiskt friktionskoefficienten (typiskt till 0,03–0,15 beroende på material och förhållanden) och förslitningshastigheten under resten av lagrets livslängd.
Olika oljefria hylslagerkonstruktioner släpper ut sitt fasta smörjmedel genom olika mekanismer. I sintrade metalllager (oljeimpregnerad sintrad brons eller järn) frigörs smörjmedel termiskt - den porösa metallmatrisen expanderar något under friktionsvärmen och pumpar lagrad olja till ytan; när lagret svalnar i vila dras oljan tillbaka in genom kapillärverkan. I PTFE-fodrade kompositlager gör den låga ytenergin hos PTFE naturligtvis att det smetar ut på axelytan under kontakttryck. I grafitpluggade bronslager pressas grafitinsatserna direkt in i hål eller spår i bronsmatrisen, och glidkontakt skär gradvis av mikroskopiska grafitpartiklar som bildar smörjskiktet. I polymermatrislager fyllda med PTFE, grafit eller MoS₂ är fyllmedelspartiklarna homogent fördelade i materialet och exponeras kontinuerligt vid slitytan när lagret löper in.
Varje självsmörjande oljefri axelhylsa har ett begränsande PV-värde - produkten av lagertrycket P (i MPa eller psi) och glidhastigheten V (i m/s eller ft/min) vid vilka lagermaterialet kan arbeta utan överhettning, överdrivet slitage eller kärvning. PV-gränsen är den grundläggande prestandagränsen för självsmörjande lager, analogt med belastningen för ett rullningslager. När PV-värdet överskrids överskrider friktionsvärmegenereringen vid gränssnittet lagermaterialets förmåga att leda bort värme, vilket orsakar termisk nedbrytning av det fasta smörjmedlet, accelererat slitage och slutligen lagerbrott. Konstruktörer måste beräkna den faktiska PV för deras tillämpning (P = radiell belastning / projicerad area; V = π × axeldiameter × RPM / 60 000) och bekräfta att den ligger under materialets nominella PV-gräns - vanligtvis med en säkerhetsfaktor på 2–3 för kontinuerlig drift.
Prestandan hos en självsmörjande axelhylsa bestäms till stor del av valet av basmaterial och fast smörjmedelssystem. Varje materialtyp har specifika styrkor, begränsningar och applikationsområden som passar bäst. Här är en detaljerad översikt över huvudkategorierna.
Grafitpluggade oljefria hylsor i brons - ibland kallade "grafit-brons" eller "underhållsfria bronshylsor" - består av en blyad eller blyfri bronskropp med cylindriska pluggar av grafit eller grafit-MoS₂-förening inpressade i borrade hål som är regelbundet fördelade över hålen och ibland över hålen. Brons ger utmärkt lastbärande förmåga (driftstryck upp till 60–80 MPa i vissa kvaliteter), hög värmeledningsförmåga för värmeavledning och god dimensionsstabilitet. Grafitpluggarna bidrar med den självsmörjande funktionen och svarar vanligtvis för 20–35 % av lagerytan genom täckning. Dessa hylsor fungerar tillförlitligt upp till 400°C (med kol-grafitföreningar snarare än ren grafit) och är lämpliga för låga till måttliga glidhastigheter (upp till cirka 2 m/s kontinuerligt). De är den mest specificerade oljefria hylslagertypen för industrimaskiner - transportörer, pressar, hissar, formsprutningsmaskiner och allmän tillverkningsutrustning - på grund av deras kombination av hög lastkapacitet, brett temperaturområde och robusthet mot förorenade miljöer.
PTFE-fodrade, oljefria komposithylsor (allmänt kända under varumärken som DU® by Oiles, DP4® från SKF/Glacier, eller liknande produkter från Igus och Permaglide) består av en stålbaksida, ett poröst bronsmellanskikt (vanligtvis sintrat till stålet) och ett PTFE-bly- eller PTFE-bly-komposit1–0-fiber tjockt skikt av 1 mm 0-0 fiber. till bronset. Stålunderlaget ger presspassningshållning i husets hål, bronsmellanskiktet förankrar PTFE-skiktet mekaniskt och PTFE-ytskiktet ger en exceptionellt låg friktionskoefficient (0,03–0,12 under typiska belastningar) och utmärkt kemisk beständighet. Denna konstruktion uppnår en optimal balans mellan mycket låg friktion, kompakt tvärsnitt (väggtjocklek så tunn som 0,7–1,5 mm, vilket möjliggör användning i utrymmesbegränsade applikationer), hög belastningskapacitet (upp till 250 MPa statisk) och god värmeledning genom stålryggen. PTFE-komposithylsor är standardvalet för fordonstillämpningar (pedallager, sätesskenor, dörrgångjärnsled), jordbruksmaskiner och allmän mekanik där ett tunt, självsmörjande lager behövs i ett precisionshus. Deras primära begränsning är ett måttligt temperaturtak (kontinuerlig drift upp till 120–150°C för blyfria varianter) och känslighet för stötbelastningar som kan delaminera PTFE-skiktet.
Hylslager i sintrade brons tillverkas genom att pressa och sintra bronspulver till en porös struktur med 20–35 % tomvolym, och sedan vakuumimpregnera porerna med smörjolja (vanligtvis ISO VG 68–150 mineral- eller syntetisk olja). Oljan som lagras i den porösa matrisen frigörs till lagerytan genom termisk och kapillär verkan under drift och återabsorberas när lagret är i vila – vilket skapar en fristående smörjreservoar som vanligtvis ger 20 000–50 000 timmars underhållsfri drift vid måttliga belastningar och hastigheter. Oljefria hylsor av sintrad brons är mest effektiva vid låga till måttliga hastigheter (ythastigheter under 2 m/s), lätta till måttliga belastningar och temperaturer under 80°C (över vilka den lagrade oljan bryts ned eller stöts ut för snabbt). De är den dominerande lagertypen i små elmotorer, hushållsapparater, pumpar, fläktar, kontorsutrustning och elverktyg — applikationer som kännetecknas av kontinuerlig låghastighetsrotation där den självpåfyllande oljefilmen bibehåller utmärkt prestanda till mycket låg kostnad. De är mindre lämpliga för tillämpningar med hög temperatur, hög belastning eller oscillerande rörelse.
Polymerbaserade oljefria hylslager är tillverkade av tekniska termoplaster - acetal (POM), nylon (PA66), UHMW-PE, PEEK eller PTFE - ofta med fasta smörjmedelsfyllmedel (grafit, MoS₂, kolfiber, PTFE) blandade i matrisen. Dessa lager är extremt lätta, helt korrosionsbeständiga, elektriskt icke-ledande, motståndskraftiga mot ett brett spektrum av kemikalier och lämpliga för applikationer i kontakt med livsmedel (FDA/EC 1935/2004 kompatibla kvaliteter tillgängliga). Deras primära avvägningar är lägre belastningskapacitet än alternativ med metallunderlag, betydande värmeutvidgningskoefficient (kräver större diametralt spelrum för att undvika fastsättning vid förhöjda temperaturer) och fuktabsorption i polyamidkvaliteter som kan påverka dimensioner och spelrum. Ledande leverantörer av polymerhylslager inkluderar Igus (iglide®-sortiment), Trelleborg (Turcon®) och Saint-Gobain (Nejrglide®). Speciellt Igus iglide-material testas omfattande med publicerade slitagedata för hundratals material-axelkombinationer, vilket gör dem praktiska att specificera för ett brett spektrum av applikationer med låg till medelstor belastning.
Hylslager i kol-grafit tillverkas av en blandning av kol (eller grafit) och olika bindemedel (hartser, beck, metallimpregneringsmedel) som formas och bakas vid höga temperaturer för att ge en stel, porös struktur med inneboende smörjförmåga. De är det valda materialet för oljefria hylsorapplikationer med mycket höga temperaturer - kontinuerlig drift upp till 500°C kan uppnås med metallimpregnerade kol-grafitkvaliteter, långt utöver kapaciteten för alla polymer- eller konventionella bronslager. Axelhylsor av kol-grafit används i stor utsträckning i livsmedelsugnar, glastillverkningsutrustning, hjälpkomponenter för ångturbiner, högtemperaturtransportörsystem och varmvätskepumplager. De är spröda (draghållfasthet 30–80 MPa, mycket lägre än brons), har begränsad lastkapacitet jämfört med metalllager och kräver noggrann hantering och installation för att undvika sprickbildning. Men i applikationer över 250°C där inget annat självsmörjande lagermaterial kan överleva, är kolgrafit ofta det enda genomförbara alternativet.
Att välja rätt oljefria axelhylsmaterial för en specifik applikation kräver vägning av flera prestandaparametrar samtidigt. Denna jämförelsetabell ger en sida vid sida översikt över de viktigaste materialtyperna för att vägleda det första valet.
| Materialtyp | Max belastning (MPa) | Max temperatur (°C) | Maxhastighet (m/s) | Korrosionsbeständighet | Matsäker | Relativ kostnad |
| Grafitpluggad brons | 60–80 | 400 | 2.0 | Måttlig | Nej (Pb-betyg) | Medium |
| PTFE-komposit (DU-typ) | 140–250 | 120–150 | 3.0 | Bra (stålrygg) | Möjligt (Pb-fritt) | Låg–Medium |
| Sintrad brons (oljeimpreg.) | 20–40 | 80 | 2.0 | Måttlig | No | Låg |
| Teknisk polymer (iglide®) | 10–60 | 90–250 (PEEK) | 0,5–5,0 | Utmärkt | Ja (FDA-betyg) | Låg–Medium |
| Kol-grafit | 5–20 | 500 | 10–20 | Utmärkt | Ja | Medium–Hög |
Självsmörjande hylslager har hittat sin väg in i praktiskt taget alla industrier som använder roterande maskiner, men vissa sektorer är mycket mer beroende av dem än andra på grund av specifika driftskrav som gör konventionella smorda lager opraktiska.
Att välja ett självsmörjande hylslager kräver en systematisk utvärdering av applikationens belastning, hastighet, temperatur, miljö och dimensionsbegränsningar. Att skynda på det här valet – att välja ett lager baserat enbart på storlek eller kostnad – är den vanligaste källan till för tidiga lagerfel i underhållsfria lagerapplikationer.
Den radiella belastningen på axelhylsan måste beräknas från de applicerade krafterna, inklusive gravitationsbelastningar, drivkrafter och dynamiska eller stötbelastningar. Lagertrycket P beräknas som P = F / (d × L), där F är den radiella belastningen i Newton, d är axeldiametern i mm och L är lagerlängden i mm. Det resulterande P i N/mm² (MPa) måste vara under materialets maximalt tillåtna lagertryck vid driftstemperaturen. För stötbelastade applikationer, multiplicera den statiska lasten med en stötfaktor på 1,5–3,0 innan du beräknar P. Lager med L/d-förhållanden mellan 0,5 och 1,5 ger god lastfördelning; förhållanden över 2,0 kan orsaka kantbelastning i ändarna av hylsan om axeln eller huset har någon felinriktning.
För roterande axelapplikationer, beräkna ytglidhastigheten som V = (π × d × n) / 60 000, där d är axeldiametern i mm och n är rotationshastigheten i RPM, vilket ger V i m/s. Beräkna sedan PV = P × V och jämför med materialets nominella PV-gräns (tillgänglig från tillverkarens datablad). De flesta hylsor av grafitbrons har PV-gränser på 0,1–0,5 MPa·m/s; PTFE-kompositer 0,05–0,15 MPa·m/s; polymerlager varierar kraftigt (0,05–0,5 MPa·m/s beroende på kvalitet). För oscillerande applikationer (pivoter, vippor) beräknas glidhastigheten från båglängden per cykel och frekvens snarare än kontinuerligt varvtal, vilket vanligtvis resulterar i mycket lägre V-värden som tillåter högre tillåtna tryck.
Identifiera den maximala kontinuerliga driftstemperaturen och eventuella topptemperaturavvikelser som lagret kommer att uppleva. Uteslut materialtyper vars maximala märktemperatur ligger under denna gräns. Identifiera sedan miljöföroreningarna - vatten, syror, alkalier, lösningsmedel, mat, slipdamm - och kontrollera kemisk kompatibilitet med lagermaterialet. Observera att många polymerlagermaterial är kemiskt resistenta men har specifika undantag (t.ex. acetal POM angrips av starka syror; PEEK har utmärkt kemisk resistens; PTFE är kemiskt resistent mot praktiskt taget allt utom fluor och smälta alkalimetaller).
Axelns passande yta har en betydande effekt på livslängden och friktionskoefficienten för ett självsmörjande hylslager. Hårda, släta axelytor minimerar lagerslitage och underlättar överföringsfilmbildning. Rekommenderad axelhårdhet för applikationer med oljefria hylsor är minst HRC 30 för grafit-brons och PTFE-kompositlager, med HRC 45–60 att föredra för lång livslängd. Axelns ytfinish bör vara Ra 0,4–0,8 µm (slipad finish) — jämnare axlar (Ra under 0,2 µm) kan faktiskt hämma överföringsfilmens vidhäftning, medan grövre axlar (Ra över 1,6 µm) orsakar accelererat nötande slitage på lagerhålet. Rostfria axlar fungerar bra med de flesta oljefria lagertyper; skaft av ohärdat mjukt stål slits snabbare och rekommenderas inte för krävande applikationer. För mjuka axelmaterial (aluminium, mjuk mässing, plast), kontakta lagertillverkaren för minimikrav för axelhårdhet som är specifika för deras materialkvalitet.
Korrekt diametralt spel mellan den oljefria axelhylsan och axeltappen är avgörande för prestandan. För litet spel gör att lagret greppar axeln (kärvning vid start eller under termisk expansion); för mycket spel tillåter axelrörelser som orsakar stötbelastning, buller och snabbt slitage på både lagret och axelytan.
Som en allmän riktlinje bör det diametrala löpspelet mellan axeln och den oljefria hylsan efter installation vara 0,001 × axeldiameter för metallstödda PTFE-kompositlager och 0,002 × axeldiameter för lager av grafitbrons och sintrad brons vid rumstemperatur. För polymerlager behövs vanligtvis högre spelrum (0,003–0,005 × axeldiameter) för att tillgodose den högre termiska expansionskoefficienten och potentiell fuktsvällning. För en axel med en diameter på 25 mm innebär detta ett löpspel på cirka 0,025 mm för PTFE-komposit, 0,05 mm för grafit-brons och 0,075–0,125 mm för polymertyper. Ta alltid hänsyn till den termiska expansionen av både axeln och hylsan vid den maximala driftstemperaturen vid beräkning av minsta löpspel.
Oljefria hylslager installeras nästan alltid med en interferenspassning i husets hål för att förhindra rotation av hylsan i höljet (vilket skulle orsaka slitage och snabbt fel på både höljet och hylsans ytterdiameter). Standardhustoleransen för de flesta hylslagertyper är H7, med hylsans ytterdiameter tillverkad till s6 eller r6 tolerans för en lätt till medium presspassning. För PTFE-kompositstålstödda hylsor är interferensen typiskt 0,02–0,06 mm på diametern för hus i intervallet 10–80 mm. För polymerhylsor som pressas in i aluminium- eller plasthöljen måste interferensen beräknas noggrant eftersom den termiska expansionen av höljesmaterialet antingen kan öka interferensen (i stålstödda hylsor i aluminiumhöljen) eller minska den (i polymerhylsor i polymerhöljen) vid driftstemperatur - båda extremerna kan orsaka problem.
När en oljefri hylsa pressas in i ett hus, minskar höljets hålstorlek något på grund av elastisk kompression av hylsan och plastisk deformation vid gränsytan. Denna hålreduktion - kallad "presspassningskorrigering" - måste mätas och beaktas när hylsans håldiameter specificeras. För tunnväggiga PTFE-komposithylsor (väggtjocklek 0,75–2,5 mm) är hålreduktionen efter pressning vanligtvis 0,01–0,04 mm beroende på väggtjocklek och interferens. Tillverkare tillhandahåller borrningskorrigeringstabeller för sina specifika produkter – använd alltid dessa för att beräkna den erforderliga borrdiametern vid tillverkningen för att uppnå målet för löpspel efter installation.
Även ett korrekt specificerat självsmörjande hylslager kommer att gå sönder i förtid om det är felaktigt installerat. Dessa installationsriktlinjer gäller för alla större typer av oljefria hylslager och förbises ofta i fältunderhållssituationer.
En av de vanligaste frågorna när man specificerar lager för en ny design är om man ska använda ett självsmörjande hylslager eller ett rullager (kullager, rullager). Båda har legitima roller, och valet bör baseras på de specifika kraven snarare än vana eller tillgänglighet.
När en oljefri axelhylsa går sönder innan dess förväntade livslängd - på grund av överdrivet slitage, skador, buller eller dimensionsförändringar - kan grundorsaken nästan alltid spåras till ett av ett litet antal vanliga misstag vid val, installation eller drift. Här är en praktisk guide för att diagnostisera och lösa de vanligaste problemen.
Snabbt slitage av en självsmörjande hylsa orsakas oftast av att faktisk PV överskrider den nominella gränsen (kontrollera belastning, hastighet och temperaturberäkningar igen), axelytans ojämnhet högre än rekommenderat (Ra över 1,6 µm), axelytan för mjuk (under rekommenderad hårdhet), nötande föroreningar som kommer in i hålrummet eller lagerutrymmet, ladda. Undersök den slitna lagerytan under en lupp eller ett mikroskop: jämnt slitage med ett jämnt, polerat utseende är normal inkörning; djupa spår parallella med axelns axel indikerar abrasiv förorening; periferiell poängsättning indikerar anfall; befjädrad eller trasig yta indikerar stötöverbelastning.
En oljefri hylsa som roterar i sitt hölje snarare än att axeln roterar i hylsan indikerar otillräcklig interferenspassning - antingen är husets hål överdimensionerat, hylsan ytterdiameter är underdimensionerad eller störningen eliminerades av smörjmedel som applicerades under installationen. Kontrollera hushålets diameter och jämför med hylstillverkarens specificerade hustolerans. Om hålet ligger inom toleransen och svängning fortfarande förekommer, öka interferensen genom att specificera nästa snävare ytterdiametertoleransklass, eller använd lagerhållningsmassa som ett komplement. Observera att vid höga temperaturer kan den differentiella termiska expansionen mellan en polymerhylsa och ett stålhölje minska eller eliminera interferensen - för högtemperaturapplikationer bör mekaniska retentionsfunktioner (en låsring, ansatshus eller ställskruv) läggas till som sekundär retention.
Pirrande, klapprande eller intermittenta vibrationer i en ny oljefri axelhylsa-installation indikerar vanligtvis något av: otillräckligt spelrum som orsakar stick-slip-friktion (mycket vanligt med nya PTFE-kompositlager innan överföringsfilmen etableras – tillåt inkörningsperiod), felinriktning mellan axeln och husets hålkants belastning, felinriktning av husets kantaxel (och felinriktning av husets inriktningsslitage) axelytans vågighet som orsakar periodiska variationer i kontakttrycket, eller axelmaterial som är inkompatibelt med lagermaterialet (vissa lager-axelkombinationer har en tendens att stick-slip snarare än kontinuerlig glidning vid låga hastigheter — se lagertillverkarens axelmaterialkompatibilitetsdata).

Denna sfäriska självsmörjande kopparhylsa är gjord av höghållfast höghållfast mässing som basmate...
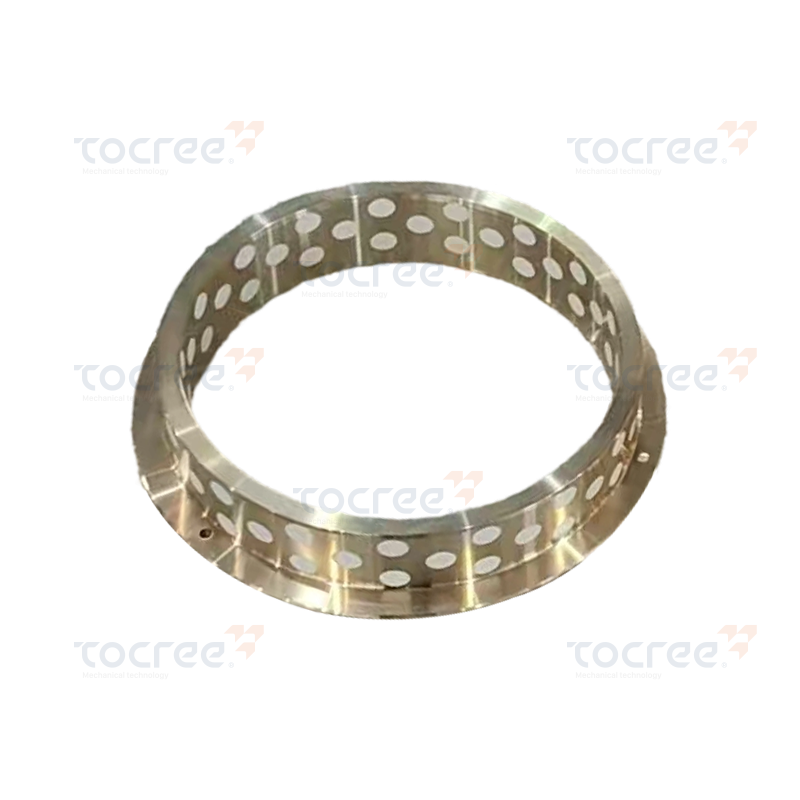
Hög draghållfasthet: Denna produkts draghållfasthet når upp till 750N/mm², vilket säkerställer ut...

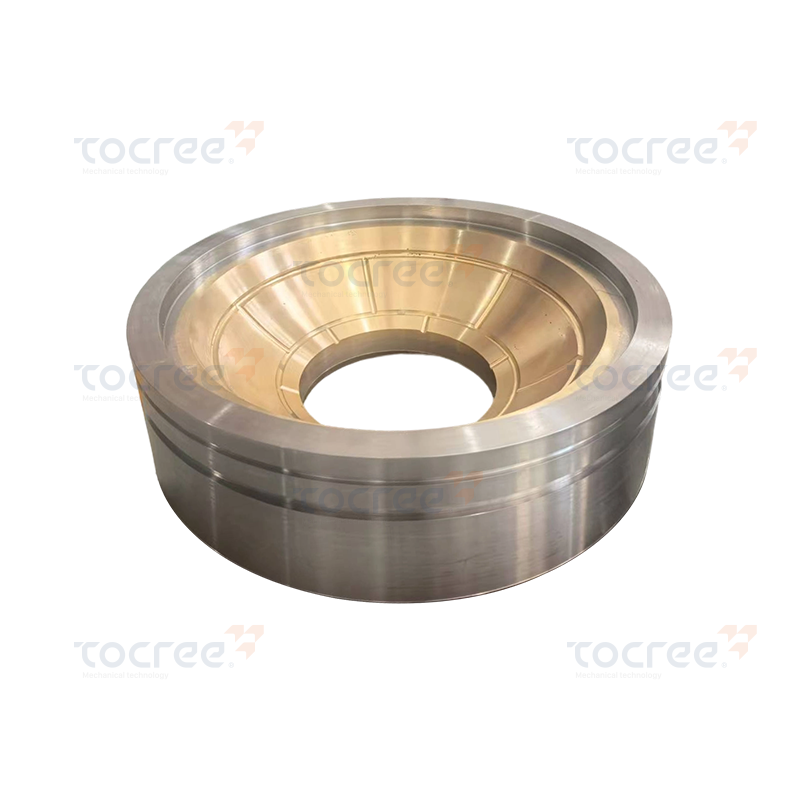
Denna högpresterande enkelflänshylsa i mässing är speciellt designad för stora industriella lager...

Materialstruktur: Gjuten aluminiummässing CuZn25Al6Fe3Mn3, med grafitinlägg. Applikat...

Denna specialformade kopparmutter är exakt tillverkad av högkvalitativ aluminiumbrons som basmate...
Den sfäriska bussningen av brons-stål är gjord av 42CrM04 legerat stål och höghållfast mässing, s...
Upphovsrätt © 2025 Jiashan Tocree Machinery Co., Ltd. Alla rättigheter reserverade.
Anpassade kopparlegeringar maskindelar
