För alla frågor och feedback från kunder kommer vi att svara tålmodigt och noggrant.
Detta självsmörjande sfäriska bimetalllager är konstruerat för hög prestanda och hållbarhet, med ...
Ett flänsförsett självsmörjande lager är ett glidlager - vilket innebär att det använder en glidande kontaktyta snarare än rullande element - som innehåller en integrerad fläns i ena änden av det cylindriska hålet. Flänsen fungerar som en inbyggd axiell lokaliseringsfunktion och tryckyta, vilket förhindrar att lagret trycks genom sitt hus i en riktning och tillåter det att bära kombinerade radiella och axiella belastningar samtidigt. Den självsmörjande aspekten innebär att lagret är utformat för att fungera utan extern fett eller oljetillförsel, istället för att dra på fasta smörjmedel inbäddade i eller applicerade på dess glidyta för att upprätthålla ett kontinuerligt lågfriktionsgränssnitt mellan lagerhålet och axeln som löper inuti det.
Denna kombination av funktioner – flänsplacering och underhållsfri smörjning – gör flänsade självsmörjande lager exceptionellt praktiskt över ett brett utbud av industriella, jordbruks- och mekaniska tillämpningar. De eliminerar behovet av smörjnipplar, smörjscheman och tillhörande underhållsarbete. De förenklar husdesignen genom att ta bort behovet av separata tryckbrickor eller låsringar för att hålla lagret axiellt. Och eftersom de arbetar torrt eller nästan torrt, fungerar de tillförlitligt i miljöer där konventionella smorda lager kämpar: dammiga, våta, högtemperatur-, livsmedelsklassade eller svåråtkomliga platser där regelbunden eftersmörjning är opraktisk eller förbjuden.
Den självsmörjande mekanismen i dessa lager fungerar olika beroende på den specifika materialkonstruktionen, men den bakomliggande principen är konsekvent: lagermaterialet släpper kontinuerligt eller presenterar en smörjande film vid det glidande gränssnittet, vilket minskar friktion och slitage utan någon extern smörjmedelsinmatning från operatören eller underhållssystemet.
Sintrade porösa bronsflänslager tillverkas genom att komprimera och sintra bronspulver för att skapa ett lager med ett kontrollerat nätverk av sammankopplade porer genom hela dess struktur. Dessa porer vakuumimpregneras sedan med smörjolja - typiskt ISO VG 68 eller VG 100 mineralolja - som hålls inuti den porösa matrisen genom kapillärverkan. När axeln roterar inuti lagret, drar friktionsvärme och pumpverkan från axelytan olja ut ur porerna till glidgränsytan och bildar en smörjande film. När lagret svalnar och axelrotationen upphör, dras oljan tillbaka in i porerna genom kapillärverkan. Denna självpåfyllningscykel fortsätter under lagrets livslängd, med oljebehållaren som ger år av underhållsfri drift i lätt till måttligt belastade applikationer.
Flerlagers kompositflänsade självsmörjande lager använder en annan mekanism. Den vanligaste konstruktionen består av ett stålunderlag för strukturell styrka, ett sintrad bronsmellanskikt som ger mekanisk bindning och ett tunt ytskikt av PTFE (polytetrafluoreten)-förening - vanligtvis PTFE blandat med bly, bronspulver eller andra fyllmedel - som glidytan. PTFE har en exceptionellt låg friktionskoefficient (cirka 0,04–0,20 beroende på belastning och hastighetsförhållanden) och fungerar som ett fast smörjmedel: när axeln glider mot PTFE-ytskiktet bildas en mikroskopisk överföringsfilm på axeln, vilket skapar ett matchat par lågfriktionsytor som håller sig själva genom löpningsprocessen. Denna mekanism kräver inget flytande smörjmedel alls, vilket gör dessa lager till verkliga torrkörningskomponenter lämpade för applikationer där eventuell oljeförorening är oacceptabel.
Vissa flänsade självsmörjande lager – särskilt de som används i högtemperatur- eller tunga applikationer – använder solida smörjproppar eller inlägg av grafit eller molybdendisulfid (MoS₂) inbäddade direkt i en brons- eller gjutjärnskropp. När axeln roterar slits pluggarna gradvis, och avsätter kontinuerligt fast smörjmedel på axelytan och lagerhålet. Grafit är särskilt effektivt vid höga temperaturer där oljebaserade smörjmedel oxiderar eller avdunstar, vilket gör grafitpluggade flänslager till ett vanligt val i ugnsutrustning, ugnsstyrningar för bilar och högtemperaturtransportörsystem.
Prestandaförmågan och lämplig applikationsmiljö för ett flänsförsett självsmörjande lager bestäms till stor del av materialsystemet som används i dess konstruktion. Huvudkategorierna som är tillgängliga skiljer sig markant i lastkapacitet, hastighetsklassning, temperaturområde och kemikaliebeständighet.
Oljeimpregnerade sintrade bronsflänslager är den mest använda självsmörjande lagertypen för allmänna tekniska tillämpningar. De överensstämmer med ISO 2795 och DIN 1850 standarder när det gäller dimensioner, och de är lätt tillgängliga i metriska och tumstorlekar från ett brett utbud av tillverkare. Deras typiska lastkapacitet är måttlig – dynamiska radiella laster upp till cirka 60–80 N/mm² – och de presterar bra vid axelhastigheter upp till cirka 2–3 m/s beroende på last. Drifttemperaturområdet begränsas av den impregnerade oljan, typiskt −20°C till 80°C för mineraloljeimpregnering, med högre temperaturområden möjliga med syntetiska oljevarianter. De är kostnadseffektiva, lätta att bearbeta i storlek och välförstådda i drift.
Stålstödda kompositflänslager – allmänt kända under DU-beteckningen som kommer från Glacier DU-lagret som utvecklades på 1950-talet – har blivit en global standard inom underhållsfri lagerkonstruktion. Stålunderlaget ger hög tryckhållfasthet, och PTFE-kompositglidskiktet ger mycket låg friktion och verklig oljefri drift. Dessa lager klarar högre specifika belastningar än sintrad brons – upp till 250 N/mm² statisk, 140 N/mm² dynamisk i standardkvaliteter – och deras driftstemperaturområde är vanligtvis −200°C till 280°C, vilket vida överstiger oljeimpregnerad brons. De är standardvalet för fordonskomponenter, pivoter för jordbruksmaskiner, anläggningsutrustning och alla tillämpningar som kombinerar hög belastning, låghastighets oscillerande rörelse och ett krav på underhållsfri smörjning.
Solid gjutna eller smides bronsflänslager med grafitplugginlägg erbjuder robust lastbärande kapacitet kombinerat med självsmörjande prestanda vid förhöjda temperaturer. Vanliga bronslegeringar som används inkluderar CuSn8, CuSn12 och CuAl10Fe3, som var och en erbjuder olika kombinationer av hårdhet, slitstyrka och korrosionsbeständighet. Grafitpluggarna pressas in i förborrade hål i bronskroppen med jämna mellanrum över lagerytan och täcker cirka 20–30 % av glidytan. Dessa lager är väl lämpade för långsamtgående tunga maskiner, vattensmorda applikationer och högtemperaturmiljöer där bronskroppens värmeledningsförmåga hjälper till att avleda friktionsvärme.
Konstruerade polymerflänslager — gjorda av material som IGLIDUR-föreningar (igus), PEEK, Nylon (PA) eller acetal (POM) med integrerade smörjmedelstillsatser — erbjuder unika fördelar i applikationer som kräver elektrisk isolering, korrosionsimmunitet, mycket låg vikt eller drift i kemiskt aggressiva medier. Högpresterande polymerlager baserade på PEEK kan arbeta vid kontinuerliga temperaturer upp till 250°C och motstå aggressiva kemiska miljöer som skulle angripa brons- eller stålbackade lager. Deras belastningskapacitet är i allmänhet lägre än metalliska lagertyper, men deras kombination av icke-magnetiska, icke-ledande och icke-korroderande egenskaper gör dem oersättliga i specifika applikationer som medicinsk utrustning, halvledartillverkning och livsmedelsmaskiner.
Tabellen nedan sammanfattar nyckelprestandaegenskaperna för de huvudsakliga flänsade självsmörjande lagermaterialtyperna för att hjälpa till med val av applikation:
| Materialtyp | Max belastning (dynamisk) | Temp. Räckvidd | Smörjning | Bäst för |
| Sintrad brons (olja) | 60–80 N/mm² | −20°C till 80°C | Oljeimpregnerad | Allmänt lätt–medelstark |
| PTFE (DU) med stålbaksida | Upp till 140 N/mm² | -200°C till 280°C | Torr (PTFE-film) | Hög belastning, oscillerande, inget smörjmedel |
| Brons grafitpluggar | 60–100 N/mm² | Upp till 350°C | Grafit fast glidmedel | Hög temp, långsam tung belastning |
| Konstruerad polymer/PEEK | 20–60 N/mm² | Upp till 250°C | Torr (tillsatsbaserad) | Livsmedel, kemikalier, elektrisk isolering |
Flänsen på ett flänsförsett glidlager är mer än bara en retentionsfunktion - det är ett konstruktionselement som fundamentalt förändrar lagrets förmåga jämfört med en slät cylindrisk hylsa. Att förstå vad flänsen gör i praktiken hjälper ingenjörer att specificera rätt lagerkonfiguration för deras tillämpning.
Flänsen tillhandahåller axiell placering av lagret i dess hus, vilket förhindrar att lagret migrerar längs axelns axel under axiell belastning. I applikationer med kombinerade radiella och axiella belastningar - såsom en svängtapp som måste motstå både böjnings- och tryckkrafter - fungerar flänsytan som en axiallageryta och bär axiella belastningar mot husets yta. Kontaktytan på flänsytan bestämmer dess axiella belastningskapacitet, så större flänsdiametrar ger högre axiell belastning. För applikationer med mycket höga eller ihållande axiella belastningar är det viktigt att verifiera att kontakttrycket på flänsytan håller sig inom materialets tillåtna gränser – överskridande av dessa gränser orsakar progressivt slitage på flänsytan och eventuellt förlust av axiell positioneringsnoggrannhet.
Flänslager specificeras vanligtvis i två flänstjocklekar: standardfläns (tjockare, högre axiell lastkapacitet) och tunn fläns (reducerad flänstjocklek för konstruktioner med begränsat utrymme). Vissa tillverkare erbjuder också dubbelflänsade lager, där en fläns finns i båda ändarna av hålet - vilket ger axiell retention i båda riktningarna utan att behöva en separat hållarfunktion. Dubbelflänsade konfigurationer är särskilt användbara i oscillerande pivotapplikationer där dragkraftsbelastningar kan ändra riktning.

Korrekt dimensionering och passformstoleranser är avgörande för prestanda och livslängd för alla glidlager, och flänsade självsmörjande lager är inget undantag. Både husets hålpassning och spelet mellan axel och hål måste ligga inom specificerade intervall för att lagret ska fungera korrekt.
Flänsade självsmörjande lager är designade för att pressas in i sina hus med en kontrollerad interferenspassning - typiskt en H7/p6 eller H7/r6 toleranskombination i ISO-systemet - som förhindrar lagret från att rotera i huset under driftsbelastning. För kompositlager med stålstöd hjälper interferenspassningen även lagret att anpassa sig till eventuella mindre ojämnheter i husets hål, vilket förbättrar kontaktytan och värmeavledning. Husets hål bör bearbetas till lagertillverkarens specificerade tolerans, med god ytfinish (Ra 0,8–1,6 μm typiskt) och korrekt cylindricitet. Ett överdimensionerat hushål resulterar i att lagret snurrar i huset snarare än på axeln, vilket orsakar snabb skada på båda komponenterna. En underdimensionerad borrning komprimerar lagret för mycket, vilket minskar borrningsdiametern under specifikationen och potentiellt griper axeln.
Glappet mellan axeln och lagerhålet är lika kritiskt. För litet spel orsakar hög friktion, värmeuppbyggnad och tidigt slitagefel. För mycket spel tillåter axelrörelser som ökar stötbelastningen och ytspänningen. Rekommenderade axeltoleranser för flänsade självsmörjande lager är typiskt h6 eller f7 för roterande axelapplikationer och h9 eller e8 för oscillerande applikationer. Efter att lagret har pressats in i sitt hus, kommer hålets diameter att minska något på grund av interferenspassningen - denna presspassningsreduktion måste beaktas när man anger axeldiameter för att säkerställa att det slutliga löpspelet faller inom det rekommenderade intervallet. De flesta lagertillverkare tillhandahåller tabeller som visar förväntad hålreduktion efter pressning som en funktion av husstörningar och lagerväggtjocklek.
Axeln som löper inuti ett flänsförsedd självsmörjande lager måste vara tillräckligt hård och välbearbetad för att uppnå god lagerlivslängd. För stålbackade PTFE-kompositlager rekommenderas i allmänhet en axelhårdhet på minst 55 HRC (hushärdad eller induktionshärdad) för optimal slitageprestanda, med ytråhet Ra 0,2–0,8 μm. Mjukare eller grövre axlar orsakar accelererad nötning av lagerytan och minskar livslängden avsevärt. För sintrade bronslager är något mjukare och grövre axlar acceptabla, eftersom bronsmaterialet är mer tolerant mot variationer i axelytan. Rostfria axlar kan användas men bör verifieras för tillräcklig hårdhet, eftersom vissa rostfria kvaliteter är relativt mjuka och själva kan slitas mot lagerytan.
Flänsade självsmörjande lager förekommer i ett enormt utbud av industriella och mekaniska applikationer. Deras kombination av integrerad axiell placering och underhållsfri drift gör dem till ett standardval i många konstruktionssituationer.
Korrekt installation är avgörande för att uppnå den nominella prestandan och livslängden för ett flänsförsett självsmörjande lager. Dålig installationspraxis - särskilt med stålbackade kompositlager - är en av de vanligaste orsakerna till för tidigt lagerhaveri i fält.
Att välja rätt självsmörjande flänslager för en specifik applikation kräver att man systematiskt arbetar igenom en uppsättning driftsparametrar. Här är den praktiska urvalsprocessen som lageringenjörer följer.
Börja med att definiera driftsförhållandena tydligt: den radiella belastningen på lagret (i Newton eller kilonewton), eventuella axiella belastningar eller tryckbelastningar som flänsytan måste bära, axeldiametern, typen av rörelse (kontinuerlig rotation, svängning eller en blandning), axelhastigheten eller svängningsfrekvensen, vilket driftstemperaturområde som helst, oavsett om det behövs smörjmedel eller helt torrt. Med dessa parametrar fastställda, beräkna det specifika lagertrycket (belastningen dividerat med den projicerade ytan av hålets längd × diameter) och PV-värdet (specifikt tryck multiplicerat med glidhastigheten) — denna kombinerade parameter är standardbasen för att jämföra driftsförhållandena mot ett lagermaterials förmågasgränser.
Matcha dessa beräknade värden mot materialkapacitetsdata från lagertillverkaren — varje materialtyp har publicerat maximala P-, V- och PV-gränser, över vilka slitagehastigheterna blir oacceptabelt höga. För applikationer nära ett materialgränser, ta hänsyn till eventuell temperaturhöjning från friktion (högre PV betyder mer värmegenerering) och verifiera att det valda materialets temperaturklassificering fortfarande ger marginal. Kontrollera slutligen att lager i standarddimensionella serier finns tillgängliga i den erforderliga axeldiametern — de flesta flänsade självsmörjande lager tillverkas i standard metrisk serie (ISO 3547 för sintrad brons, DIN 1850 för hylslager) från 3 mm hål och uppåt, med ett brett urval av flänskonfigurationer tillgängliga från lager.

Detta självsmörjande sfäriska bimetalllager är konstruerat för hög prestanda och hållbarhet, med ...

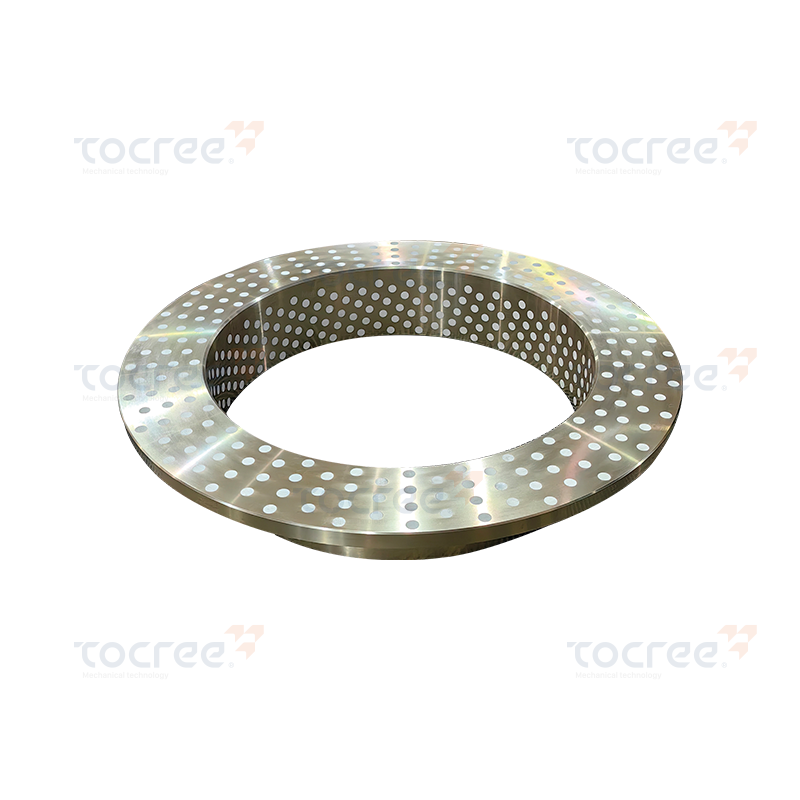
Materialstruktur: Gjuten aluminiummässing CuZn25Al6Fe3Mn3, med grafitinlägg. Applikat...
PTFE enfläns solid självsmörjande kopparhylsa är en högpresterande mekanisk komponent. Den är til...

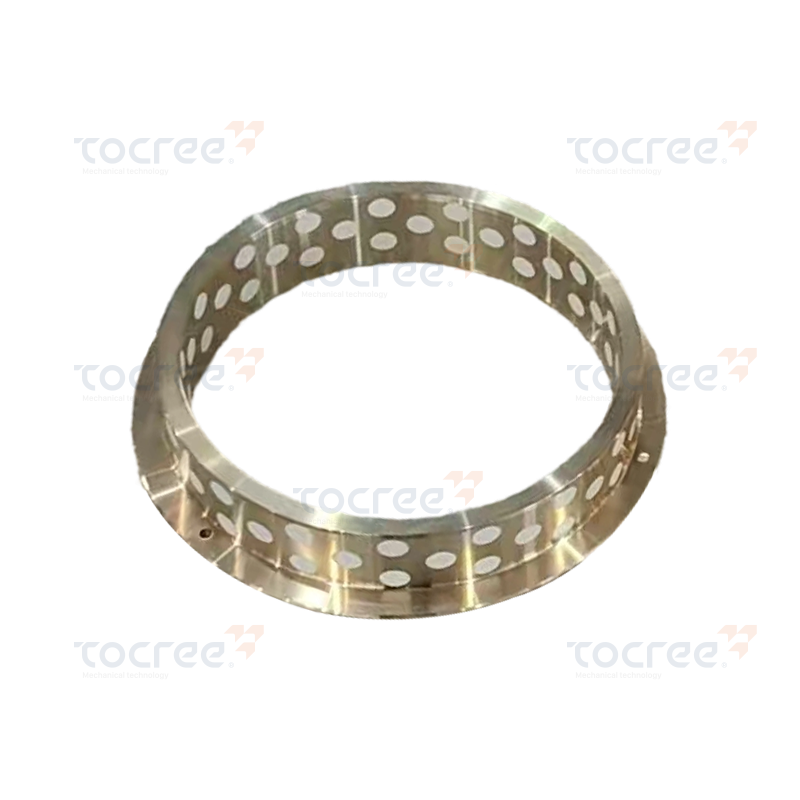
Enkelfläns självsmörjande lager (med grafitinbäddning) är en högpresterande solid självsmörjande ...

Denna sfäriska självsmörjande kopparhylsa är gjord av höghållfast höghållfast mässing som basmate...
Hög draghållfasthet: Denna produkts draghållfasthet når upp till 750N/mm², vilket säkerställer ut...
Upphovsrätt © 2025 Jiashan Tocree Machinery Co., Ltd. Alla rättigheter reserverade.
Anpassade kopparlegeringar maskindelar
