För alla frågor och feedback från kunder kommer vi att svara tålmodigt och noggrant.
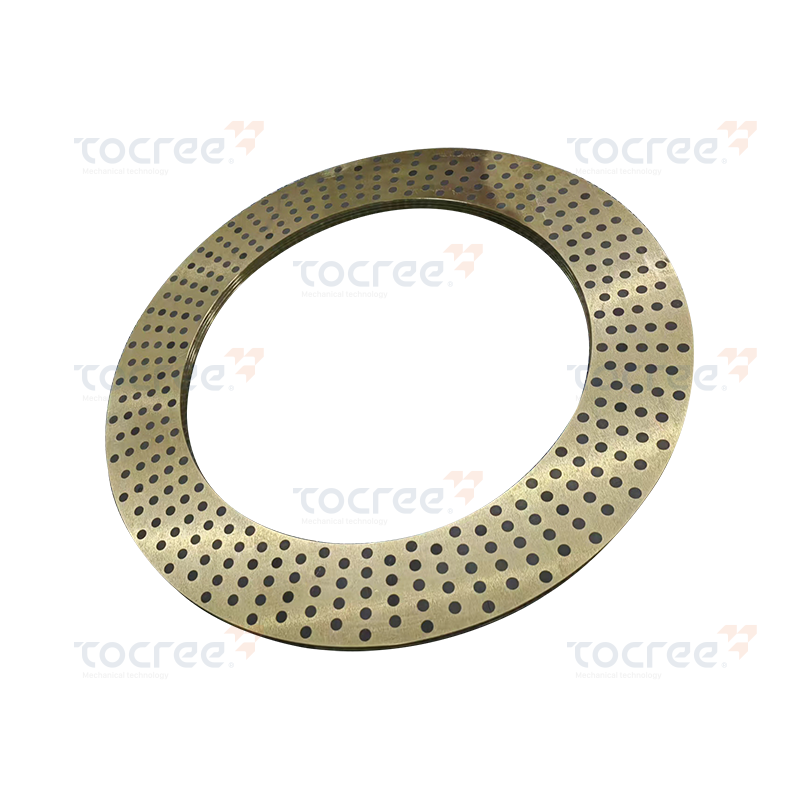
Materialstruktur: Gjuten aluminiummässing CuZn25Al6Fe3Mn3, med grafitinlägg. Applikat...
Ett självsmörjande glidlager i kopparlegering är ett glidlager tillverkat av en kopparbaserad legering - oftast brons eller mässing - som är inbäddad med solida smörjproppar, grafitinsatser eller oljeimpregnerade porösa strukturer som tillför smörjning kontinuerligt under drift utan externt fett eller oljetillförsel. Till skillnad från konventionella glidlager som är beroende av en trycksatt oljefilm eller periodisk manuell smörjning för att förhindra metall-till-metall-kontakt mellan lagerhålet och axeln, släpper ett självsmörjande kopparlegeringslager ut sitt inbyggda smörjmedel på det glidande gränssnittet när axeln roterar, vilket bildar en tunn friktion, förhindrar slitage, ihållande slitage och förhindrar slitage. fastnar under lagrets livslängd.
Kopparlegeringsmatrisen ger den strukturella hållfastheten, värmeledningsförmågan och den lastbärande förmågan som behövs för att stödja axeln under statiska och dynamiska belastningar, medan det inbäddade smörjmedlet - typiskt grafit, PTFE, molybdendisulfid (MoS₂) eller olja - hanterar den tribologiska funktionen av det kontaktreducerande gränssnittet. Denna kombination ger kopparlegeringar självsmörjande glidlager en prestandaomslutning som konventionella oljesmorda bronsbussningar inte kan matcha i applikationer där extern smörjning är omöjlig, opraktisk eller oönskad.
Dessa lager används i stor utsträckning i entreprenadutrustning, jordbruksmaskiner, stålverksutrustning, formsprutningsmaskiner, hydrauliska system, livsmedelsmaskiner och marin hårdvara - överallt där underhållsåtkomst är svårt, förorening av externa smörjmedel är ett problem, eller driftsförhållanden som hög temperatur, tung belastning, låg hastighet eller oscillerande rörelse gör hydrodynamisk oljefilmssmörjning oåtkomlig. Att förstå materialen, konstruktionstyperna, prestandaegenskaperna och urvalskriterierna för självsmörjande bussningar av kopparlegering är avgörande för ingenjörer som specificerar lager för krävande applikationer.
Valet av kopparlegering för lagermatrisen påverkar avsevärt lastkapacitet, hårdhet, korrosionsbeständighet, bearbetbarhet och kompatibilitet med smörjmedelssystemet. Flera kopparbaserade legeringar används vid tillverkning av självsmörjande glidlager, var och en med distinkta egenskaper anpassade till specifika driftsförhållanden.
Tennbrons – som vanligtvis innehåller 8–12 % tenn med små tillsatser av fosfor (0,1–0,4 %) som deoxidationsmedel och hållfasthetsförstärkare – är den mest använda kopparlegeringen för självsmörjande lagertillverkning. Legeringar som CuSn10 (C90700), CuSn12 (C90900) och CuSn8P ger utmärkt tryckhållfasthet (250–350 MPa), bra hårdhet (75–90 HB), hög korrosionsbeständighet i vatten och milda kemiska miljöer och enastående kompatibilitet med grafit och PTFE-smörjmedel. Självsmörjande bussningar av fosforbrons är standardvalet för stiftförband för entreprenadmaskiner, hydrauliska cylindertappar och generella industritappar som arbetar under måttlig till tung belastning vid låga till medelstora glidhastigheter.
Aluminiumbronslegeringar (CuAl10Fe3, CuAl10Ni5Fe4 — C95400, C95500) innehåller 8–11 % aluminium med järn- och nickeltillsatser som förfinar mikrostrukturen och förbättrar mekaniska egenskaper. Självsmörjande lager av aluminiumbrons ger betydligt högre hållfasthet (450–700 MPa draghållfasthet) och hårdhet (150–200 HB) än tennbrons, tillsammans med utmärkt korrosionsbeständighet i havsvatten, sura miljöer och högtemperaturservice upp till 300°C. Dessa egenskaper gör självsmörjande glidlager av aluminiumbrons till det föredragna valet för tunga applikationer såsom stålverksutrustning, stora grävmaskinstappförband, fartygsroderlager och högbelastningspressverktyg där fosforbrons skulle deformeras under det applicerade kontakttrycket.
Blybronslegeringar (CuPb10Sn10, CuPb15Sn8) innehåller bly som en distribuerad mjuk fas i bronsmatrisen. Ledfasen fungerar som ett in-situ fast smörjmedel vid glidytan, vilket förbättrar lagrets anpassningsförmåga och inbäddningsförmåga – dess förmåga att ta emot små axelfel och bädda in hårda förorenande partiklar utan att skada axeln. Självsmörjande lager av blybrons har historiskt sett använts i huvudlager för bilmotorer, vevstakeslager och växellådsbussningar. Emellertid har miljöbestämmelser som begränsar blyhalten i maskinkomponenter drivit en gradvis övergång mot blyfria alternativ i nya konstruktioner, med vismutbrons och tenn-zinkbrons som framträder som blyfria substitut med jämförbar tribologisk prestanda.
Manganbrons (CuZn38Mn1Al) och nickelaluminiumbrons (CuAl10Ni5Fe4) används i krävande marina och offshoreapplikationer där extrem korrosionsbeständighet kombinerat med hög lastkapacitet krävs - fartygs propelleraxellager, offshore-borrutrustning och undervattensventilställdon. Dessa legeringar erbjuder draghållfastheter över 600 MPa och motstår både havsvattenkorrosion och kavitationserosion. När de kombineras med grafitpluggsmörjning bildar de mycket hållbara självsmörjande glidlager som kan användas längre tid i nedsänkta eller stänkzoner där extern smörjning är helt opraktisk.
Den självsmörjande funktionen i glidlager av kopparlegering levereras genom flera olika metoder för integration av smörjmedel. Varje tillvägagångssätt har olika prestandaegenskaper, temperaturgränser och lämplighet för specifika driftsmiljöer.
Den vanligaste konstruktionen för självsmörjande lager av kraftiga kopparlegeringar innebär att man borrar ett mönster av hål – vanligtvis 6–30 mm i diameter beroende på lagerstorlek – i borrytan på en gjuten eller bearbetad bronsbussning, och sedan pressar solida grafitpluggar in i dessa hål. När axeln roterar mot lagerhålet smetar grafitpluggarna en tunn film av grafit på både lagerhålet och axelytan, vilket skapar ett beständigt fast smörjmedelsskikt. Grafit har en skiktad kristallstruktur som lätt skärs under glidkontakt, vilket ger friktionskoefficienter på 0,05–0,15 under torra förhållanden. Bronslager med grafitplugg fungerar tillförlitligt vid temperaturer upp till 400°C i oxiderande atmosfärer (och högre i inerta eller reducerande atmosfärer), vilket gör dem lämpliga för högtemperaturapplikationer såsom ugnstransportörsystem, varmpressplattor och stålanläggningsutrustning som skulle förstöra olja eller fettsmörjmedel.
Pluggar av polytetrafluoreten (PTFE) eller PTFE-grafitkompositinsatser som pressats in i borrade bronsmatriser kombinerar PTFE:s extremt låga friktionskoefficient (så låg som 0,04 under glidningsförhållanden) med bronsmatrisens strukturella styrka. PTFE-överföringsfilmbildning på motsidans axel skapar ett hållbart, kemiskt inert smörjskikt. PTFE-fyllda kopparlegeringar självsmörjande bussningar är att föredra i livsmedelsbearbetning, farmaceutiska och renrumstillämpningar där kontaminering från olja eller grafit är oacceptabel, och i applikationer med oscillerande eller långsam kontinuerlig rörelse där PTFE:s överföringsfilmprestanda är mest effektiv. Temperaturgränsen för PTFE-baserade smörjmedel är cirka 260°C kontinuerlig drift.
Sintrade porösa bronslager – tillverkade genom komprimering och sintring av bronspulver för att producera en kontrollerad porositet på 20–30 volymprocent – vakuumimpregneras med smörjolja efter sintring. Oljan hålls kvar i den porösa strukturen och släpps ut till glidytan genom termisk expansion och kapillärverkan när lagret värms upp under drift och absorberas sedan igen när lagret svalnar. Oljeimpregnerade sintrade brons självsmörjande lager är lämpliga för applikationer med måttlig belastning och hastighet där driftsförhållandena tillåter oljan att cirkulera effektivt - elmotorer, små apparater, kontorsutrustning och lager för jordbruksmaskiner. Deras lastkapacitet är lägre än solida gjutna bronslager med plugginsatser, men de ger genuint underhållsfri smörjning över hela livslängden i lämpliga applikationer.
Molybdendisulfid (MoS₂) är inkorporerad i kopparlegering självsmörjande lager antingen som pluggar, som en beståndsdel av kompositmaterial eller som en ytbeläggning applicerad på lagerhålet. MoS₂ har utmärkta smörjande egenskaper i vakuummiljöer och miljöer med inert atmosfär där grafitens effektivitet (som delvis beror på adsorberad vattenånga) reduceras - vilket gör MoS₂-innehållande självsmörjande lager i brons till ett föredraget val för rymdmekanismer, vakuumugnsutrustning och rymdtillämpningar. Högpresterande kompositmaterial som kombinerar grafit, MoS₂, PTFE och metallbindemedel används i de mest krävande applikationerna, och erbjuder låg friktion över ett brett temperaturområde och under gränssmörjningsförhållanden som skulle utmana alla enkomponentssmörjmedelssystem.

Att välja rätt kombination av bronslegering och smörjmedelssystem kräver matchning av lagrets prestandaegenskaper till applikationens krav. Tabellen nedan ger en jämförande översikt över de vanligaste självsmörjande glidlagertyperna av kopparlegeringar:
| Lagertyp | Max belastning (MPa) | Max temperatur (°C) | Friktion Coeff. | Bästa applikationen |
| Tenn brons grafit pluggar | 60–80 | 400 | 0,05–0,15 | Allmän industri, anläggningsutrustning |
| Aluminium brons Graphite Plugs | 100–150 | 300 | 0,06–0,18 | Tunga maskiner, stålverk, marin |
| Plåtbrons PTFE-insatser | 40–60 | 260 | 0,03–0,10 | Livsmedelsförädling, läkemedel, rena miljöer |
| Sintrad bronsolja impregnerad | 15–25 | 120 | 0,05–0,12 | Elektriska motorer, små apparater, lätt tjänst |
| Aluminium brons MoS₂ Composite | 80–120 | 350 | 0,04–0,12 | Aerospace, vakuum, inert atmosfär applikationer |
| Manganbrons grafitpluggar | 80–100 | 250 | 0,06–0,15 | Marina, offshore, havsvattenssänkta applikationer |
Antagandet av självsmörjande glidlager av kopparlegeringar över konventionella fettsmorda eller oljesmorda bronsbussningar drivs av specifika driftsmässiga och ekonomiska fördelar som ackumuleras under utrustningens livslängd.
Att specificera rätt självsmörjande glidlager av kopparlegering för en applikation kräver utvärdering av en uppsättning relaterade parametrar. Att systematiskt arbeta igenom dessa urvalskriterier säkerställer att det valda lagret uppfyller både de mekaniska och tribologiska kraven för applikationen.
Den mest grundläggande parametern vid val av självsmörjande glidlager är PV-värdet — produkten av lagerkontakttrycket P (i MPa) och glidhastigheten V (i m/s). PV är ett mått på värmegenereringshastigheten vid glidgränssnittet; överskridande av lagrets nominella PV-gräns gör att smörjmedelssystemet överhettas, överföringsfilmen går sönder och lagret går sönder på grund av kärvning eller accelererat slitage. Varje självsmörjande lagertyp av kopparlegering har en maximal PV-klassificering - grafitpluggade tennbronslager hanterar vanligtvis PV upp till 0,5–1,0 MPa·m/s under torra förhållanden, medan aluminiumbrons med grafitkompositinsatser kan tolerera PV-värden över 2,0 MPa·m/s. Beräkna P från den applicerade belastningen dividerat med den projicerade lagerytan (hålets diameter × längden), och V från axelns ythastighet. Verifiera att drift-PV är under 60–70 % av det nominella maxvärdet för att ge en säkerhetsmarginal för belastningsspikar och startförhållanden.
Bekräfta att både kopparlegeringsmatrisen och det fasta smörjmedelssystemet är klassade för hela temperaturintervallet i applikationen – inklusive topptemperaturer under uppstart, högbelastningstransienter och eventuella rengörings- eller steriliseringscykler (i livsmedels- eller läkemedelsutrustning). Bronslager med grafitplugg är det rätta valet över 200°C; PTFE-insatser är att föredra under 200°C där den lägsta friktionskoefficienten behövs. Vid minusgrader, bekräfta att smörjmedelsmaterialet förblir funktionellt – både grafit och PTFE fungerar bra vid låga temperaturer, medan vissa oljeimpregnerade sintrade bronslager kan uppleva förändringar i oljeviskositeten som påverkar smörjtillförseln i kalla miljöer.
Materialet på motsidans axel och ytfinishen påverkar direkt prestandan och livslängden hos ett självsmörjande lager av kopparlegering. Den optimala axelytans ojämnhet för bronslager med grafitpluggar och PTFE-insatser är Ra 0,4–0,8 µm — tillräckligt jämn för att undvika att de fasta smörjmedelspluggarna nöts men inte så slät att överföringsfilmen inte kan fästa. Axelhårdheten bör vara minst 35 HRC för tungt belastade applikationer för att förhindra att axeln slits av den hårdare bronsmatrisen om smörjfilmen tillfälligt är otillräcklig. Induktionshärdade, hårdförkromade eller nitrerade stålaxlar kombineras vanligtvis med självsmörjande bussningar av kopparlegeringar i krävande applikationer. Rostfria axlar är kompatibla med bronslager med grafitplugg, men bör utvärderas noggrant med PTFE-insatsdesigner, eftersom PTFE-överföringsfilmsvidhäftningen kan vara lägre på rostfritt stål än på kolstål.
Självsmörjande bussningar av kopparlegering installeras vanligtvis i hus med en interferenspassning - H7/p6 eller H7/r6 beroende på lagerväggtjocklek och husmaterial - för att förhindra rotation av bussningen i huset under drift. Interferenspassningen säkerställer också god termisk kontakt mellan lagrets OD och huset, vilket är viktigt för värmeavledning i hög-PV-applikationer. Bussningar måste pressas in rakt och till rätt djup med ett pressverktyg som belastar ytterdiametern jämnt — kör aldrig in bussningen med en hammare på hålets ände, eftersom detta kan deformera hålet och skada de fasta smörjmedelsinsatserna. Efter installationen, verifiera hålets diameter med en kalibrerad hålmätare; hålet kan stängas något på grund av installationsstörningar, och den slutliga håldiametern måste ligga inom den specificerade toleransen för axelns löpspel.
Självsmörjande glidlager av kopparlegeringar tjänar ett anmärkningsvärt brett spektrum av industrier, just för att deras underhållsfria, kontamineringsbeständiga och högtemperaturkapabla prestanda löser verkliga problem som konventionella smorda lager inte kan lösa. Här är de primära användningsområdena och vad som gör självsmörjande bronslager till det rätta valet i varje:
En av de främsta försäljningsargumenten för självsmörjande glidlager i kopparlegeringar är förlängd livslängd med lågt underhåll jämfört med konventionellt smorda bronsbussningar. Men "underhållsfri" betyder inte "inspektionsfri", och att förstå realistiska livslängdsförväntningar och de faktorer som påverkar dem hjälper underhållsingenjörer att effektivt planera lagerbytesprogram.
I väl specificerade applikationer som arbetar inom lagrets nominella PV-hölje, uppnår grafitpluggade självsmörjande lager i brons rutinmässigt en livslängd på 5 000–20 000 driftstimmar innan hålslitage når maximalt tillåtet spel. I högtemperaturapplikationer som ugnsutrustning, där konventionella lager skulle gå sönder inom några dagar, kan grafitplugga aluminiumbronslager leverera år av kontinuerlig service. Livslängden för oljeimpregnerade sintrade bronslager är vanligtvis kortare – 2 000–8 000 timmar beroende på belastning och hastighet – eftersom oljebehållaren är begränsad och inte kan fyllas på när den är slut.
Regelbunden inspektion med planerade underhållsintervall bör innefatta mätning av axel-till-lager löpspel (kontrolleras vanligtvis genom att mäta axeldiametern och lagerhålets diameter separat med kalibrerade mätare), inspektera borrytan för skåror, kontroll av de fasta smörjmedelspluggarna med avseende på utarmning eller sprickbildning i huset eller hålet, och undersöka för att undersöka hålets yta för skåror, kontroll av de fasta smörjmedelspluggarna för utarmning eller sprickbildning i huset. Byt ut lagret när det löpande spelet överstiger 0,5–1,0 % av den nominella håldiametern för de flesta applikationer, eller när synlig pluggutarmning lämnar mer än 20 % av pluggens area under hålets yta. Att byta ut lager enligt ett tillståndsbaserat snarare än tidsbaserat schema maximerar lagerutnyttjandet samtidigt som man förhindrar oväntade fel från utslitna lager.

Materialstruktur: Gjuten aluminiummässing CuZn25Al6Fe3Mn3, med grafitinlägg. Applikat...
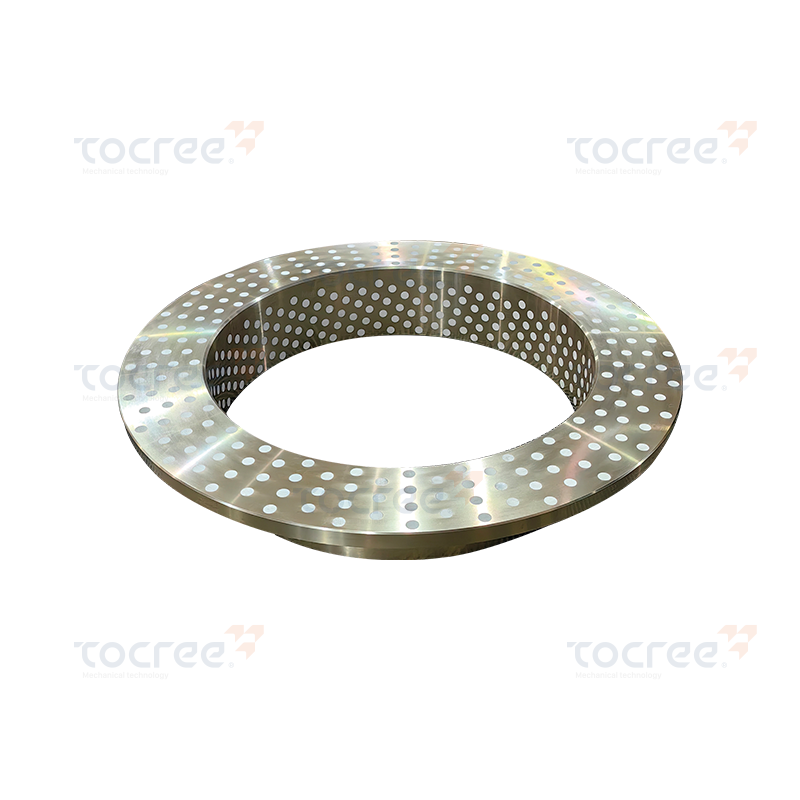
Solida självsmörjande kopparringar är högpresterande komponenter, tillverkade genom precisionsbea...
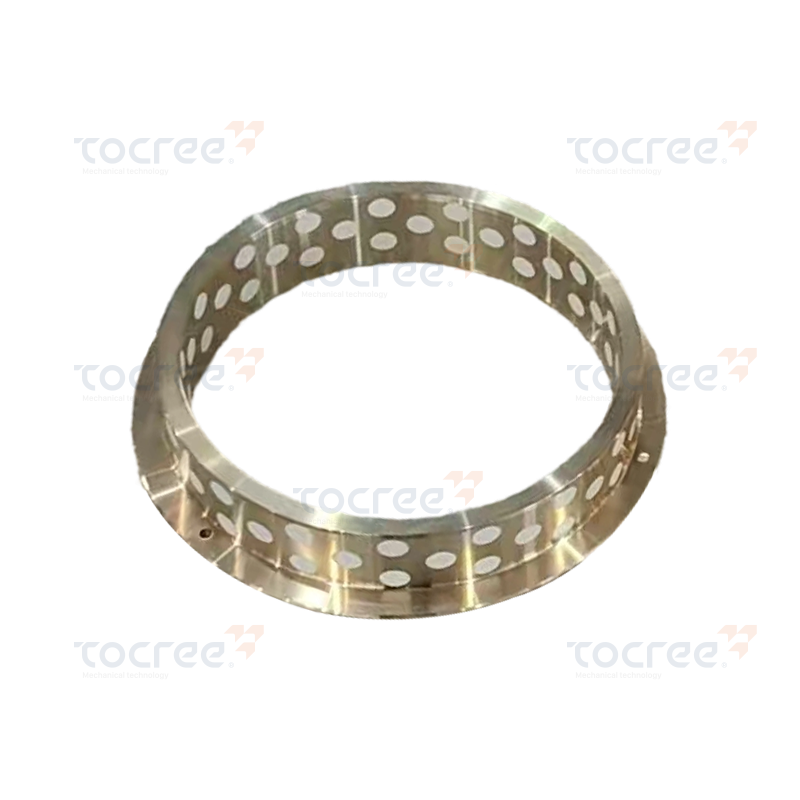
PTFE enfläns solid självsmörjande kopparhylsa är en högpresterande mekanisk komponent. Den är til...

Enkelfläns självsmörjande lager (med grafitinbäddning) är en högpresterande solid självsmörjande ...

Denna sfäriska självsmörjande kopparhylsa är gjord av höghållfast höghållfast mässing som basmate...
Hög draghållfasthet: Denna produkts draghållfasthet når upp till 750N/mm², vilket säkerställer ut...
Upphovsrätt © 2025 Jiashan Tocree Machinery Co., Ltd. Alla rättigheter reserverade.
Anpassade kopparlegeringar maskindelar
