För alla frågor och feedback från kunder kommer vi att svara tålmodigt och noggrant.
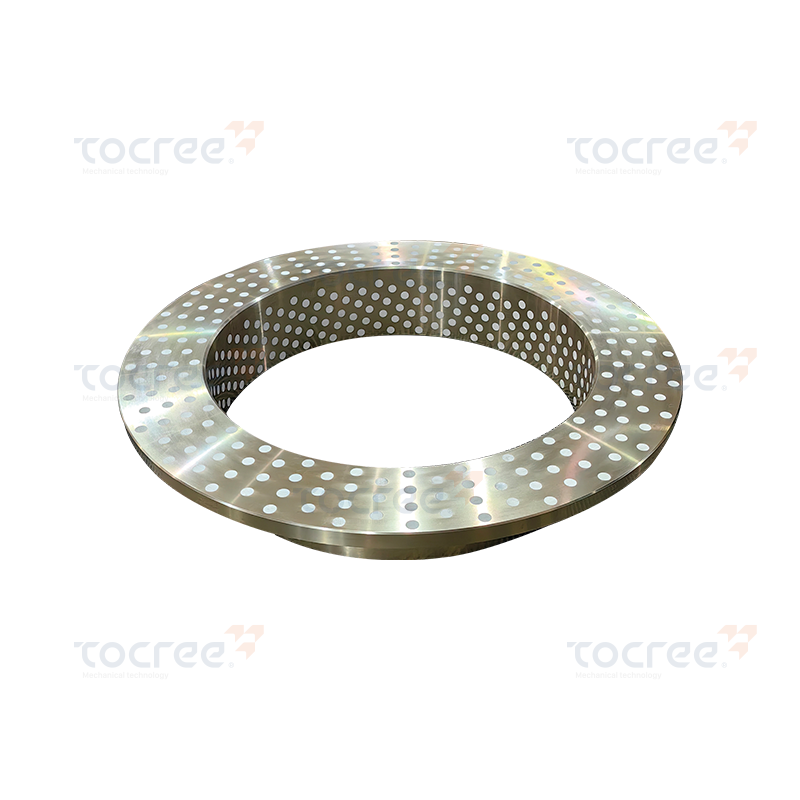
Materialstruktur: Gjuten aluminiummässing CuZn25Al6Fe3Mn3, med grafitinlägg. Applikat...
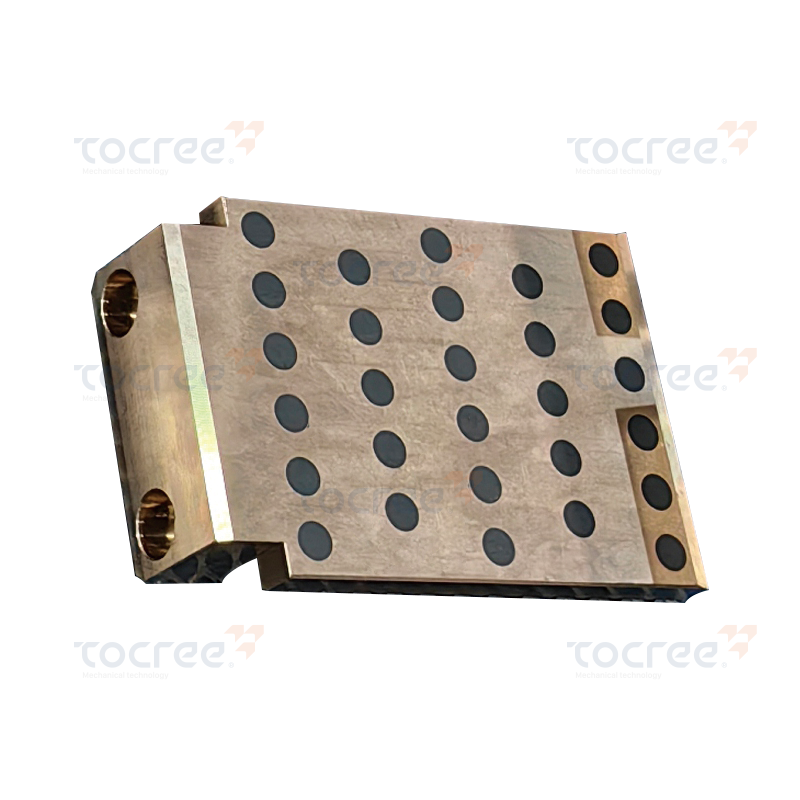
Slitplåtar av grafitbrons är plana eller formade lagerkomponenter bearbetade av gjuten bronslegering och försedda med regelbundet åtskilda solida grafitpluggar som pressas eller gjuts direkt i hål som borrats genom bronsmatrisen. Grafitpluggarna fungerar som ett inbyggt, självförnyande torrsmörjmedel - när den passande ytan glider över plattan frigörs grafiten gradvis från pluggarna och bildar en tunn, kontinuerlig smörjfilm mellan kontaktytorna. Denna självsmörjande mekanism eliminerar behovet av extern olja eller fett i de flesta driftsförhållanden, vilket gör dessa plattor till en mycket praktisk lösning för glidande, oscillerande eller roterande kontaktapplikationer där konventionell smörjning är opraktisk, opålitlig eller oönskad.
Bronslegeringen som används som basmaterial ger den strukturella styrkan, bärförmågan och korrosionsbeständigheten, medan grafiten levererar smörjningen. Tillsammans skapar dessa två material en sammansatt slityta som fungerar tillförlitligt över ett brett spektrum av temperaturer, belastningar och miljöer – inklusive förhållanden där oljebaserade smörjmedel skulle oxidera, tvätta bort, förorena produkten eller frysa. Grafitinbäddade slitplåtar av brons används inom så olika branscher som ståltillverkning, tunga pressverktyg, vattenkraftsproduktion, broteknik och livsmedelsförädling, överallt där glidande kontaktytor måste fungera med minimalt underhåll under lång livslängd.
Utförandet av slitplåtar av grafitbrons beror helt på att förstå hur den fasta smörjmedelsöverföringsfilmen etableras och bibehålls under drift. Till skillnad från vätskesmörjning, där en kontinuerlig oljefilm separerar två ytor, fungerar solid grafitsmörjning genom vidhäftning och överföring - en fundamentalt annorlunda och på många sätt mer robust mekanism.
När den matchande metallytan först glider över bronsplattan får de upphöjda grafitpluggarna kontakt och börjar smeta ut mikroskopiska lager av grafit på både plattans yta och den passande ytan. Inom en relativt kort inkörningsperiod – vanligtvis några timmar till några dagars drift beroende på belastning och hastighet – byggs ett kontinuerligt tunt lager av grafit upp över båda kontaktytorna. När denna överföringsfilm är helt etablerad, fungerar grafiten som ett gränssnitt med låg skjuvhållfasthet som förhindrar direkt metall-till-metall-kontakt, vilket minskar friktionskoefficienterna till typiskt 0,05–0,15, vilket är jämförbart med välsmorda konventionella lager.
Grafitpluggarnas storlek, djup, avstånd och mönster påverkar avsevärt plåtens smörjprestanda. Pluggar är typiskt cylindriska, varierande från 4 mm till 12 mm i diameter, och är fördelade i ett regelbundet rutnät eller förskjutna mönster över lagerytan så att grafittäckningsförhållandet - procentandelen av kontaktytan som upptas av grafit - faller inom ett optimalt område, vanligtvis 20–35 %. För lite grafittäckning betyder otillräcklig överföring av smörjmedel; för mycket minskar bronsmatrisens bärande yta och försvagar plåten mekaniskt. Pluggdjupet är också kritiskt - pluggar som är för ytliga slits snabbt, medan pluggar borrade djupt in i brons fungerar som en långsiktig grafitreservoar som förlänger livslängden avsevärt.
Grafitens smörjande förmåga kommer från dess unika skiktade kristallstruktur. Kolatomer i grafit är ordnade i platta hexagonala lager (basalplan) som är starkt bundna inom varje lager men hålls samman mellan lagren endast av svaga Van der Waals-krafter. Detta innebär att skikten lätt glider över varandra med mycket lite motstånd, vilket ger den karakteristiska hala känslan av grafit. I ett lagersammanhang tillåter denna lamellstruktur grafitpartiklar att klippas och spridas över kontaktytan med minimal friktion. Viktigt är att grafit bibehåller denna smörjande egenskap över ett mycket brett temperaturområde - från kryogena temperaturer upp till cirka 400°C i icke-oxiderande miljöer och upp till 300°C i luft - långt bortom intervallet för de flesta konventionella smörjoljor och smörjfetter.
Inte alla bronslegeringar är lika lämpade för applikationer med bärplåt. Den specifika legeringssammansättningen bestämmer plåtens belastningskapacitet, korrosionsbeständighet, hårdhet, bearbetbarhet och kompatibilitet med grafitpluggarna. Flera distinkta bronskvaliteter används vanligtvis vid tillverkning av självsmörjande bronsslitplåtar, var och en lämpad för olika driftskrav.
| Legeringskvalitet | Komposition | Nyckelegenskaper | Typiska applikationer |
| CuSn12 (tennbrons) | Cu 87 %, Sn 12 %, P-spår | Hög hårdhet, utmärkt slitstyrka, bra lastkapacitet | Tunga pressverktyg, hydraulcylindrar, styrningar för stålverk |
| CuSn8 (fosforbrons) | Cu 91,5 %, Sn 8 %, P 0,1–0,35 % | God utmattningshållfasthet, korrosionsbeständig, måttlig hårdhet | Allmänt glidslitage, marin utrustning, pumpkomponenter |
| CuAl10Fe3 (aluminiumbrons) | Cu 86 %, Al 10 %, Fe 3 %, Mn 1 % | Mycket hög hållfasthet, utmärkt korrosionsbeständighet, havsvattenkompatibel | Offshore, marin, kemisk bearbetning, högbelastningsstyrplattor |
| CuZn25Al5 (höghållfast mässing) | Cu 68%, Zn 25%, Al 5%, Fe/Mn-spår | Kostnadseffektiv, god bearbetbarhet, måttlig styrka | Lätt till medelstor belastning, allmän teknik |
| CuSn12Ni (Nickel Tenn Brons) | Cu 85 %, Sn 12 %, Ni 2 % | Förbättrad hårdhet och korrosionsbeständighet jämfört med standard tennbrons | Högtemperaturslitageapplikationer, turbinkomponenter, smidespressar |
CuSn12 tennbrons är den i särklass mest använda baslegeringen för slitplåtar av grafitbrons i tunga industriella applikationer, på grund av sin höga hårdhet (vanligtvis 90–110 HB) och utmärkta kompatibilitet med grafitpluggsborrning och pressning. Aluminiumbrons specificeras när korrosionsbeständighet i aggressiva miljöer är prioritet, medan fosforbronskvaliteter erbjuder en kostnadseffektiv medelväg för måttlig belastning generella tekniska tillämpningar.
Vid utvärdering av slitplåtar av grafitbrons för en specifik tillämpning måste flera prestandaparametrar bedömas mot driftsförhållandena. Att förstå vad dessa siffror betyder och hur de interagerar är viktigt för att göra ett tillförlitligt urval.
PV-värdet — produkten av lagertrycket i MPa och glidhastigheten i m/s — är den enskilt viktigaste prestandaparametern för alla glidlager eller slitplåtar. Den representerar intensiteten av den tribologiska kontakten och bestämmer hastigheten för värmegenerering vid glidgränsytan. Slitplåtar av grafitbrons bär vanligtvis PV-värden på 0,1 till 0,5 MPa·m/s i torr drift, beroende på legeringskvalitet och grafittäckning. Att överskrida det nominella PV-värdet orsakar accelererat slitage, överhettning och eventuellt kärv. Observera att högt tryck och låg hastighet, eller lågtryck och hög hastighet, båda kan falla inom den acceptabla PV-enveloppen - men både den individuella tryckgränsen och den individuella hastighetsgränsen måste också respekteras oberoende av varandra.
En av de främsta fördelarna med slitplåtar av grafitbrons jämfört med polymerfodrade eller oljesmorda lagersystem är deras förmåga att arbeta vid förhöjda temperaturer. Fast grafitsmörjning förblir effektiv upp till cirka 300°C i oxiderande (luft)miljöer och upp till 400–500°C i inerta eller reducerande atmosfärer. Bronslegeringsmatrisen bibehåller tillräcklig mekanisk hållfasthet upp till 200–250°C för tennbrons och upp till 300°C för aluminiumbronskvaliteter. Detta gör grafitpluggade bronsplattor till standardvalet för applikationer som involverar heta verktyg, glastillverkningsutrustning, ugnstransportörer och smidespressstyrningar där polymerlager och fett snabbt skulle brytas ned.
Slitplåtar av grafitbrons kan stödja mycket höga statiska belastningar – upp till 80–100 MPa för CuSn12 tennbrons – vilket gör dem lämpliga för användning under tunga pressar, stora hydraulcylindrar och konstruktionsbrolager. Den tillåtna dynamiska (glidande) belastningen är lägre än den statiska gränsen, vanligtvis 20–40 MPa, eftersom glidkontakt genererar värme som måste avledas inuti plattan och den passande ytan. De faktiska belastningsgränserna ska alltid bekräftas med tillverkarens datablad för den specifika legerings- och grafitkonfiguration som används, eftersom variationer i plugggeometri och legeringsgjutkvalitet kan påverka prestandan avsevärt.
Efter att den inkörda överföringsfilmen är helt etablerad är friktionskoefficienten för en väldesignad slitplatta av grafitbrons som glider mot en ytyta av härdat stål vanligtvis 0,05–0,15 under torra förhållanden. Detta är betydligt lägre än osmord brons-på-stål (0,3–0,5) och jämförbar med, om än något högre än, oljefilmssmörjning (0,01–0,05). Friktionskoefficienten påverkas av ytfinishen på ytskiktet (jämnare är bättre, Ra 0,4–0,8 µm är idealiskt), kontakttryck, glidhastighet och driftstemperatur. I fuktiga eller vattenexponerade miljöer kan fukt förbättra grafitens smörjande prestanda och minska friktionskoefficienterna ytterligare.
Slitplåtar av grafitbrons tjänar ett anmärkningsvärt brett spektrum av industrier just för att deras självsmörjande, högtemperatur- och högbelastningsförmåga löser problem som inget enskilt alternativt material kan hantera lika effektivt. Så här tillämpas de i nyckelbranschsektorer:
Stålverk representerar en av de största användarna av slitplåtar av grafitbrons globalt. Dessa plåtar används som styrplåtar, glidplåtar och slitfoder på stränggjutningsmaskiner, valsverksstyrningar, plattskjutningsugnar och överföringssystem av stålämne. Kombinationen av höga driftstemperaturer (ofta 150–300°C), tunga belastningar från stålämnen och -plattor, och omöjligheten att upprätthålla konventionell smörjning i en het, kalkförorenad miljö gör självsmörjande brons till det enda hållbara materialet. Plattorna är monterade på justerbara styrramar och byts ut periodiskt som ett planerat underhållsobjekt, med deras slitage som en indikator på systemets uppriktning och lastfördelning.
Tunga stämplingspressar, smidespressar och formsprutningsmaskiner använder slitplåtar av grafitbrons som styrplåtar för formuppsättningar, presskolvstyrningar och glidfoder. I stanssatser är plattorna monterade på styrstolpar och styrbussningar för att bibehålla exakt inriktning mellan övre och nedre stansar under höghastighetspressningscykler med hög kraft. Den självsmörjande egenskapen är kritisk här eftersom kontaminering av utstansade delar med olja eller fett - vilket skulle inträffa med konventionell smörjning - är oacceptabelt inom bil-, flyg- och elektroniska komponenterstillverkning. Styrplåtar för pressverktyg tillverkas vanligtvis med snäva dimensionstoleranser (±0,01–0,02 mm) för att bibehålla noggrannheten för forminriktning under miljontals presscykler.
Broexpansionslager, dammgrindarstyrningar, slussöppningar och vattenkraftskraftverk för turbiner använder alla slitplattor av grafitbrons för att ta emot långsamma, tunga glidrörelser utan åtkomst till underhåll. I brolager tillåter plattorna termisk expansion och sammandragningsrörelser av brodäcket - vanligtvis några millimeter till centimeter per år - under belastningar på hundratals ton, med en designlivslängd på 30–50 år utan eftersmörjning. Kombinationen av CuSn12 eller aluminiumbrons med grafitpluggar ger den korrosionsbeständighet som behövs för utomhus- och nedsänkta miljöer och den låga friktionskoefficient som krävs för att förhindra att överdrivna horisontella krafter överförs till bryggunderbyggnaden under termisk rörelse.
I livsmedelsbearbetningsanläggningar och farmaceutiska tillverkningsanläggningar är smörjningsförorening av produkten ett kritiskt säkerhets- och regelproblem. Transportörstyrningar, ugnskedjeslider, fyllningsmaskinkomponenter och förpackningsutrustnings slidplattor drar alla nytta av grafitbrons slitplattor, som ger pålitlig smörjning utan risk för att olja eller fett migrerar in i produktströmmen. FDA-kompatibla grafitkvaliteter finns tillgängliga för direktkontakt med livsmedel. Den lätta rengöringen av bronsytor underlättar också efterlevnaden av sanitetskrav.
Utrustning för glasformning och hantering arbetar vid extremt höga temperaturer där konventionell smörjning är helt ineffektiv. Slitplåtar av grafitbrons används som styrskenor, skjutslider och formhållare i maskiner för formning av glasbehållare, flytglaslinjer och keramiska ugnsmöbeltransportsystem. Vid temperaturer på 200–400°C bibehåller grafitpluggarna effektiv smörjning medan bronsmatrisen behåller sin strukturella integritet, vilket gör att dessa komponenter kan överleva krävande termiska cyklingsmiljöer som skulle förstöra polymer- eller oljesmorda alternativ inom några timmar.

Att förstå hur slitplåtar av grafitbrons kan jämföras med konkurrerande material hjälper ingenjörer att göra det mest kostnadseffektiva valet för varje applikation snarare än att använda ett välbekant material av vana.
| Egendom | Grafit brons | PTFE-fodrad brons | Oljeimpregnerad sintrad brons | Gjutjärn (osmörjt) |
| Max drifttemp. | 300–400°C | 260°C | 80–120°C | 300°C (torrt) |
| Lastkapacitet | Mycket hög (upp till 100 MPa statisk) | Måttlig (upp till 30 MPa) | Måttlig (upp till 25 MPa) | Hög men spröd |
| Friktionskoefficient (torr) | 0,05–0,15 | 0,04–0,12 | 0,05–0,10 (med olja) | 0,3–0,5 |
| Korrosionsbeständighet | Bra till utmärkt | Bra | Måttlig | Stackars |
| Underhåll krävs | Inga (självsmörjande) | Inga | Periodisk efterolja | Regelbunden smörjning behövs |
| Slag-/stötmotstånd | Bra | Måttlig | Måttlig | Låg (skör fraktur) |
| Relativ kostnad | Medium–Hög | Medium | Låg–Medium | Låg |
Att specificera en slitplåt av grafitbrons korrekt kräver att man samlar in korrekta data om driftsförhållandena och översätter dessa data till en uppsättning material- och dimensionskrav. Att skynda på denna process genom att förinställa en "standard"-platta utan att kontrollera den faktiska PV-belastningen och temperaturförhållandena är en vanlig orsak till för tidigt fel på plattan.
Slitplåtar av grafitbrons är utformade för att fungera underhållsfritt under sin livslängd, men korrekt installation och periodisk slitageövervakning är avgörande för att få ut maximal livslängd på varje plåt och för att undvika oväntade fel.
Innan du installerar nya plattor, rengör och inspektera monteringsytan (stödplattan eller huset) noggrant för att säkerställa att den är platt, fri från grader och ren från gamla smörjmedelsrester eller slitageskräp. Eventuell vågighet eller höga fläckar i monteringsytan kommer att överföras till slitplattan och skapa ojämn lastfördelning, vilket påskyndar lokalt slitage. Monteringsskruvar ska dras åt med tillverkarens specificerade vridmoment i ett korsmönster för att säkerställa ett jämnt klämtryck. Grafitpluggar bör vara orienterade med sin långa axel vinkelrät mot glidriktningen där det är möjligt, eftersom detta maximerar grafitkontaktytan under överföringsfilmbildningsprocessen.
Livslängden för en grafitbronsslitplatta är begränsad och måste övervakas systematiskt för att förhindra att bronsmatrisen slits igenom till monteringsytan, vilket kan skada motytan och orsaka plötslig förlust av inriktningsnoggrannhet. De flesta plåtar tillverkas med ett specifikt slitagetillägg - vanligtvis 3–6 mm användbar slitagetjocklek över grafitpluggens djup. Upprätta ett regelbundet inspektionsintervall som är lämpligt för applikationens driftsintensitet och mät plåttjockleken eller registrera grafitpluggarnas utskjutande höjd över bronsytan. När grafitpluggarna är i nivå med eller försänkta under bronsytan har plattan nått slutet på livslängden och måste bytas ut innan nästa underhållsintervall.
Onormalt snabbt slitage, skåror på bronsytan, utsmetande av brons på ytan eller sprickbildning av grafitpluggar är alla tecken på att något är fel med driftsförhållandena eller installationen. Vanliga orsaker inkluderar överbelastning utöver PV-klassificeringen, kontaminering av det glidande gränssnittet med slipande partiklar som skal eller sand, felinriktning som orsakar kantbelastning på plattan, en alltför grov eller mjuk yta eller felaktigt val av legering för temperaturförhållandena. Genom att undersöka och åtgärda grundorsaken innan du installerar ersättningsplåtar undviker du att upprepa samma fel och slösar bort kostnaden för nya komponenter.

Materialstruktur: Gjuten aluminiummässing CuZn25Al6Fe3Mn3, med grafitinlägg. Applikat...
PTFE enfläns solid självsmörjande kopparhylsa är en högpresterande mekanisk komponent. Den är til...

Enkelfläns självsmörjande lager (med grafitinbäddning) är en högpresterande solid självsmörjande ...
Den L-formade solida självsmörjande glidaren är gjord genom att bädda in fast grafitsmörjmedel me...

Denna sfäriska självsmörjande kopparhylsa är gjord av höghållfast höghållfast mässing som basmate...

Detta självsmörjande sfäriska bimetalllager är konstruerat för hög prestanda och hållbarhet, med ...
Upphovsrätt © 2025 Jiashan Tocree Machinery Co., Ltd. Alla rättigheter reserverade.
Anpassade kopparlegeringar maskindelar
