För alla frågor och feedback från kunder kommer vi att svara tålmodigt och noggrant.
Detta fixeringsblock av aluminiumlegering är tillverkat av 6063 aluminiumlegering som basmaterial...
När folk pratar om mekaniska delar av aluminiumlegerat stål , de syftar vanligtvis på precisionsbearbetade komponenter gjorda av antingen aluminiumlegeringar, legerade stål eller en kombination av båda inom samma enhet. Dessa delar är ryggraden i moderna mekaniska system – som finns i allt från fordonsdrivlinor och flygramar till industrimaskiner, robotteknik och hemelektronik. Termen täcker en bred familj av komponenter inklusive fästen, hus, axlar, kugghjul, flänsar, fästelement och strukturella ramar, alla tillverkade av konstruerade metallegeringar utvalda för deras specifika mekaniska egenskaper.
Aluminiumlegeringar är metalliska material där aluminium är det primära elementet, kombinerat med koppar, magnesium, kisel, zink eller mangan för att förbättra styrka, hårdhet eller korrosionsbeständighet. Legerade stål, å andra sidan, är järnbaserade material med avsiktliga tillsatser av krom, nickel, molybden eller vanadin för att förbättra seghet, slitstyrka eller härdbarhet utöver vad kolstål ensamt kan erbjuda. Att förstå vilket material som hör hemma i vilken del av en mekanisk montering är utgångspunkten för alla framgångsrika ingenjörs- eller upphandlingsbeslut.
Att välja mellan aluminiumlegering och legerat stål för en mekanisk del är inte bara en fråga om att välja det starkare materialet. Det kräver balansering av vikt, styrka, bearbetbarhet, kostnad och de specifika kraven från arbetsmiljön. De två materialfamiljerna skiljer sig markant över var och en av dessa dimensioner.
| Egendom | Aluminiumlegering | Legerat stål |
| Densitet | ~2,7 g/cm³ (lätt) | ~7,8 g/cm³ (tung) |
| Draghållfasthet | 200–700 MPa | 500–1900 MPa |
| Korrosionsbeständighet | Utmärkt (naturligt oxidskikt) | Måttlig (kräver beläggning) |
| Bearbetningsbarhet | Mycket lätt, snabb skärhastighet | Måttlig till svår |
| Värmeledningsförmåga | Hög (~160 W/m·K) | Låg (~30–50 W/m·K) |
| Slitstyrka | Lägre (kan förbättras genom anodisering) | Höga (särskilt härdade kvaliteter) |
| Relativ kostnad | Högre råvarukostnad | Generellt lägre per kg |
I praktiken dominerar aluminiumlegeringsdelar överallt där viktbesparingar är en prioritet - flygkonstruktioner, fordonsupphängningskomponenter, cykelramar och bärbara utrustningshöljen. Legerade ståldelar tar över där hög bärförmåga, utmattningshållfasthet eller ythårdhet inte är förhandlingsbara - växellådor, vevaxlar, kraftiga fästelement och skärverktyg är klassiska exempel.
Alla aluminiumlegeringar och legerade stål är inte skapade lika. Inom varje familj formuleras specifika betyg för specifika mekaniska roller, och att ange fel betyg är ett av de vanligaste och mest kostsamma misstagen vid reservdelsupphandling.
Bearbetningsbeteendet hos aluminiumlegeringar och legerade stål är fundamentalt annorlunda, och att förstå detta gap hjälper både ingenjörer att designa delar och köpare att utvärdera offerter. Bearbetningskostnader, ledtider och möjliga toleranser beror alla mycket på materialet i fråga.
Aluminium är en av de mest bearbetbara metallerna som finns. CNC-fräsning och svarvning av aluminiumlegeringar kan köras med skärhastigheter 3 till 5 gånger snabbare än stål, vilket drastiskt minskar cykeltider och verktygsslitage. Hårdmetall eller höghastighetstål (HSS) verktyg fungerar båda bra. De största utmaningarna med aluminiumbearbetning är uppbyggd egg (BUE) — där mjukt aluminium fastnar på skärverktyget — och materialets tendens att producera långa, trådiga spån som kan trassla in sig i maskinen. Verktyg med hög spånvinkel, polerade räfflor och tillräckligt kylvätskeflöde är standardlösningarna. Snäva toleranser ner till ±0,01 mm är rutinmässigt möjliga på väl underhållen CNC-utrustning.
Legerade stål är betydligt svårare att bearbeta, särskilt i värmebehandlade eller härdade förhållanden. Skärhastigheterna måste minskas, hårdmetallverktyg är i huvudsak obligatoriskt för produktionsvolymer och verktygslivslängden är dramatiskt kortare än med aluminium. Hårdare kvaliteter som D2 verktygsstål kräver ofta slipning eller EDM (elektrisk urladdningsbearbetning) snarare än konventionell skärning. Fördelen är att legerat stål håller snävare toleranser mer förutsägbart under skärkrafter än aluminium, och de färdiga ytorna är mindre benägna att gradera på skarpa kanter. För högvolymsståldelar är det viktigt att optimera skärparametrar, verktygsgeometri och kylvätskestrategi för att hålla kostnaderna per del under kontroll.

Råbearbetade aluminiumlegeringar och ståldelar används sällan utan någon form av ytbehandling. Rätt behandling kan dramatiskt förlänga livslängden, förbättra korrosionsbeständigheten, minska friktionen och förbättra utseendet – allt utan att ändra delens kärngeometri.
Även de bäst specificerade och bäst tillverkade mekaniska delarna av aluminiumlegering och legerat stål kommer så småningom att slitas, korrodera eller tröttna om de inte underhålls på rätt sätt. Ett strukturerat underhållssätt förlänger livslängden, minskar oplanerade stillestånd och ger tidig varning om förestående fel.
Inspektera regelbundet bärande och slitageexponerade delar för synliga tecken på nedbrytning: ytgropar eller vita pulveravlagringar på aluminiumdelar indikerar korrosion; rostränder eller flagning på ståldelar signalerar att beläggningen går sönder. Dimensionskontroller av kritiska egenskaper - axeldiametrar, håldimensioner, gängingreppslängder - bör utföras med schemalagda intervall med hjälp av kalibrerade mätare. Alla mått som faller utanför den ursprungliga designtoleransen är skäl för utbyte, inte bara observation.
Glidande och roterande delar av legerat stål kräver konsekvent smörjning för att minimera lim- och abrasivt slitage. Rätt smörjmedelstyp (fett, olja eller torr film) och eftersmörjningsintervall bör följa OEM:s specifikation - att använda fel viskositet eller översmörja tätade lager är båda vanliga underhållsfel som påskyndar slitage snarare än att förhindra det. För aluminiumdelar som går mot stål måste galvanisk och tribologisk kompatibilitet beaktas; aluminium-på-stål glidkontakter drar ofta nytta av PTFE eller molybdendisulfid (MoS₂) baserade torrfilmssmörjmedel snarare än konventionell olja.
Högcykelutmattning är ett tyst felläge i både aluminiumlegeringar och legerade ståldelar som utsätts för upprepad belastning. Sprickor initieras vid spänningskoncentrationer - hål, kilspår, skarpa hörn, ytrepor - och fortplantar sig med varje belastningscykel tills plötsligt brott uppstår. Icke-förstörande provningsmetoder (NDT) inklusive färgpenetrantinspektion (DPI) för aluminium och magnetisk partikelinspektion (MPI) för stål kan upptäcka ytsprickor innan de når kritisk längd. För säkerhetskritiska delar inom flyg-, fordons- eller tunga maskiner bör NDT införlivas i schemalagda översynsprocedurer med intervaller som definieras av komponentens utmattningslivslängdsanalys.

Detta fixeringsblock av aluminiumlegering är tillverkat av 6063 aluminiumlegering som basmaterial...

Denna typ av skruv är gjord av höghållfast 42CrMo4 legerat stål, som behandlas genom härdning och...

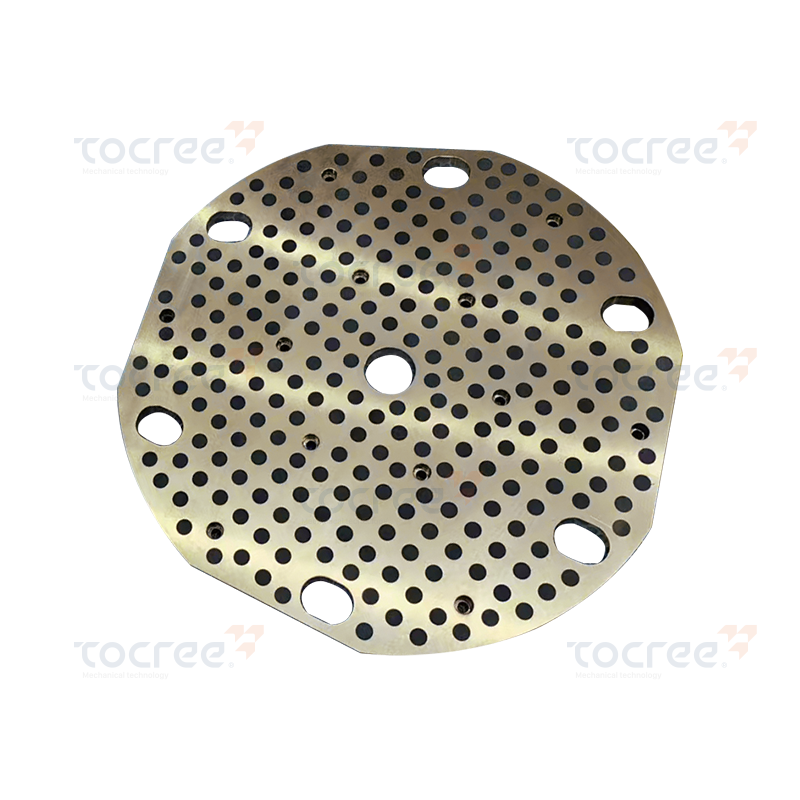
Koppar-stål Bimetall Thrust Plate är en högpresterande komponent designad för krävande mekaniska ...

Denna kopparbaserade växelmutter är en högpresterande komponent. Den är exakt bearbetad av högkva...
Den kopparbaserade grafitpackningen är gjord av högkvalitativ koppar-zinklegering som basmaterial...
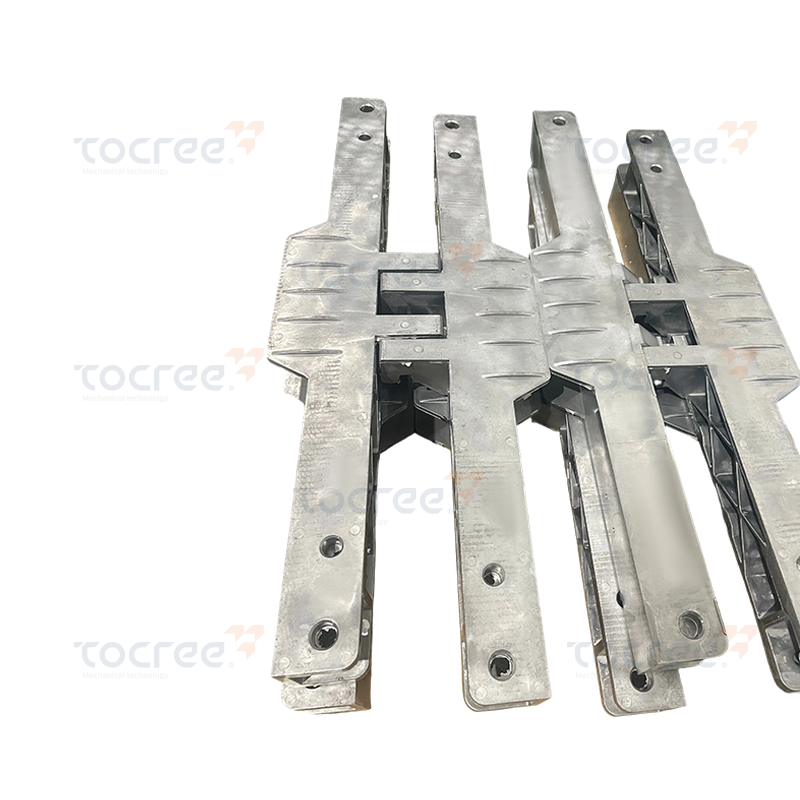
Denna ram i aluminiumlegering är speciellt utformad för att möta fordonets applikationskrav. Den ...
Upphovsrätt © 2025 Jiashan Tocree Machinery Co., Ltd. Alla rättigheter reserverade.
Anpassade kopparlegeringar maskindelar
