För alla frågor och feedback från kunder kommer vi att svara tålmodigt och noggrant.
Denna solida självsmörjande kopparhylsa inbäddad med PTFE kombinerar slitstyrkan hos mässing med ...
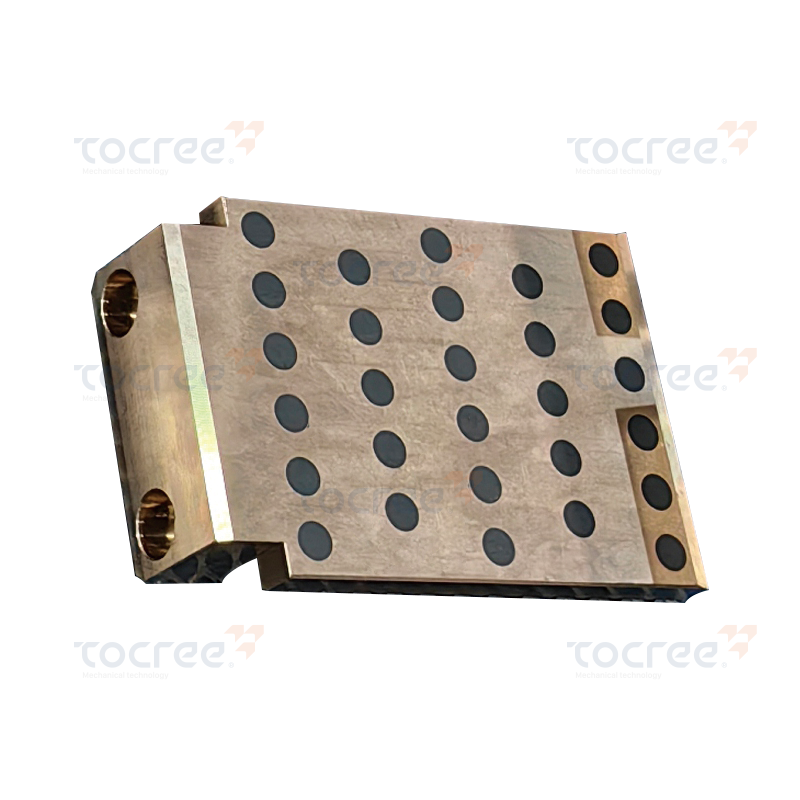
A böjd skjutreglage i kopparlegering — även kallad bronsbågsreglage, krökt glidblock eller bågprofilslitdyna — är en precisionsfriktionskomponent bearbetad av en kopparbaserad legering och profilerad med en krökt eller bågformad glidyta. Till skillnad från platta linjära gibbar eller raka slitplåtar tillåter den krökta geometrin att komponenten rymmer rotations-, svängnings- eller bågvägsrörelser samtidigt som den bibehåller full ytkontakt och ett konsekvent friktionsgränssnitt genom hela rörelseområdet. Denna geometri gör bågreglaget av kopparlegering till den valda komponenten varhelst en maskinaxel, länkage, formmekanism eller konstruktionsfog måste styra rörelse längs en definierad radie snarare än en rak linje.
Valet av kopparlegering som basmaterial är medvetet och tekniskt grundat. Kopparbaserade legeringar - särskilt aluminiumbrons, tennbrons och manganbrons - kombinerar en unik uppsättning egenskaper som inget järn- eller polymermaterial matchar i skärningspunkten mellan lastkapacitet, värmeledningsförmåga, korrosionsbeständighet och tribologiska prestanda. Materialets naturliga smörjförmåga mot stålytor, dess förmåga att bädda in fina slipande partiklar ofarligt i stället för att göra det möjligt för dem att bryta ihop den matchande ytan, och dess tolerans för marginella eller intermittenta smörjförhållanden gör det till riktmärkematerialet för precisionsglidkomponenter i krävande industriella miljöer.
Den funktionella skillnaden mellan en plan glidyta och en krökt glidyta går utöver geometrin. När ett skjutreglage rör sig längs en bågbana förändras kontaktmekaniken, tryckfördelningen och smörjfilmens beteende på ett sätt som påverkar både prestanda och livslängd.
I en plan linjär glidare är kontakttrycket relativt jämnt över dynans yta förutsatt att komponenten är korrekt inriktad och tillräckligt stödd. I en böjd skjutreglage i kopparlegering arbetar längs ett bågspår eller borrning, kontakten överensstämmer - skjutreglagets konvexa eller konkava yta matchar motsvarande radie för det passande spåret eller huset. Anpassande kontakt fördelar den applicerade belastningen över hela kontaktbågen, vilket dramatiskt minskar toppkontaktspänningen jämfört med de kantbelastade eller punktkontaktförhållandena som uppstår när en icke-profilerad komponent tvingas till bågvägsrörelse. Lägre toppspänningar leder direkt till längre livslängd, minskad friktion och minskad risk för ytutmattning eller skavning vid gränssnittet.
Den krökta geometrin påverkar också det hydrodynamiska smörjbeteendet. När reglaget rör sig genom sin båge genererar det en kilformad film av smörjmedel i det konvergerande gapet före rörelseriktningen - samma mekanism som genererar oljefilmen i ett hydrodynamiskt glidlager. Denna självtryckande film minskar metall-till-metall-kontakt och kan, i kontinuerligt rörliga applikationer, upprätthålla en fullständig vätskefilmseparation mellan glidaren och dess passande yta även vid måttliga arbetshastigheter. För böjda skjutreglage i kopparlegeringar i formslider, smidningspressstyrningar och precisionsverktyg förklarar detta beteende varför korrekt designade komponenter ofta överlever mycket längre än deras beräknade teoretiska livslängd skulle antyda.
Alla kopparlegeringar levererar inte likvärdiga prestanda i applikationer med böjda skjutreglage. Belastningsförhållandena, det passande ytmaterialet, driftstemperaturen, smörjregimen och förekomsten av korrosiva medier påverkar alla vilken legeringsfamilj och specifik kvalitet som presterar bäst. Följande kvaliteter dominerar produktion av böjda skjutreglage i industriella verktygs- och maskinapplikationer.
Aluminiumbrons som innehåller cirka 9–11 % aluminium med tillsatser av järn, nickel och mangan är arbetshästlegeringen för högpresterande böjda skjutreglage i kopparlegering i tunga applikationer. Den aluminiumrika kappafasen som fördelas genom kopparmatrisen ger exceptionell hårdhet (typisk Brinell-hårdhet 170–190 HB i gjuten form, upp till 220 HB efter värmebehandling) tillsammans med enastående slitstyrka och korrosionsbeständighet. C95400 (UNS-beteckningen) och dess kinesiska motsvarighet QAl9-4-4-2 levererar draghållfastheter på 620–690 MPa och trycksträckgränser som överstiger 250 MPa – kapacitet som gör dem lämpliga för de höga kontaktpåkänningar som utsätts för smidespressstyrning, hydrauliska cylinderstångslager och tunga gjutlager. Böjda reglage av aluminiumbrons bibehåller sin styrka och hårdhet vid temperaturer upp till 500°C, vilket gör dem till den enda konventionella kopparlegeringen som är lämplig för operationer över 250°C. Deras ena begränsning är tribologisk: aluminiumbronser kräver pålitlig smörjning och en härdad yta (minst 300–400 HBN) eftersom de saknar den naturliga inbäddningsbarheten och anti-angreppsegenskaperna hos tenn och blybrons.
Tennbrons – vanligtvis innehållande 6–8 % tenn med zink- och blytillsatser – är den allmänna kopparlegeringen för böjda glidtillämpningar där belastningen är måttlig, hastigheterna varierar och viss tolerans för marginell smörjning krävs. Den dispergerade blyfasen i blyhaltig tennbrons (den vanligaste kommersiella kvaliteten) fungerar som ett fast smörjmedel - under förhållanden med otillräcklig oljefilm smetar blyet ut över kontaktytan, förhindrar metall-till-metall fastsättning och överbryggar korta smörjavbrott utan skador. Denna "inbäddbarhet" tillåter också att fina slipande partiklar som kommer in i kontaktzonen absorberas i den mjuka matrisen snarare än att skära ihop den matchande ytan. Böjda skjutreglage i tennbrons är standardvalet för formsprutningsglidmekanismer, kamföljare, generella maskiner och alla applikationer som kombinerar måttliga kontakttryck med möjligheten till torra eller gränssmörjningsförhållanden. Typisk hårdhet är 60–75 HB och draghållfasthet 240–280 MPa – lämplig för de flesta verktyg och allmänna industriella applikationer men otillräcklig för de miljöer med högsta kontaktbelastning som betjänas av aluminiumbrons.
Manganbrons är en höghållfast koppar-zinklegering med tillsatser av aluminium, mangan, järn och ibland nickel som ger draghållfastheter på 760–900 MPa och hårdheter på 200–230 HB. Detta placerar den mellan aluminiumbrons och tennbrons i det glidande prestandaspektrumet - starkare än tennbrons men med bättre anti-angreppsegenskaper än standardaluminiumbronskvaliteter. Böjda skjutreglage i manganbrons används i hamn- och kranmaskiner, svängpunkter för entreprenadutrustning, marin hårdvara och styrkomponenter för tunga fordon där både strukturell lastbärande kapacitet och bågvägsstyrning krävs samtidigt. Blyfria versioner som använder beteckningen CuZn25Al5Mn4Fe3 (kompatibla med RoHS och REACH) specificeras alltmer på europeiska och nordamerikanska marknader.
Fosforbrons – tennbrons med fosfortillsatser som deoxiderar smältan och förbättrar gjutkvaliteten – används i applikationer med krökta skjutreglage som kräver hög utmattningsbeständighet och konsekvent friktionskoefficient under längre servicecykler. Fosforen förfinar kornstrukturen och ökar legeringens elastiska gräns, vilket är särskilt värdefullt i applikationer med oscillerande (snarare än kontinuerlig) bågrörelse där reglaget byter riktning upprepade gånger under belastning. Typiska tillämpningar inkluderar instrumentmekanismer, ventilsäten och precisionsverktygskomponenter där dimensionsstabilitet under cyklisk belastning är viktigare än maximal lastkapacitet.
| Egendom | Aluminium Brons C95400 | Tenn Brons C93200 | Manganbrons C86300 | Fosforbrons C54400 |
|---|---|---|---|---|
| Hårdhet (HB) | 170–220 | 60–75 | 200–230 | 80–100 |
| Draghållfasthet (MPa) | 620–690 | 240–280 | 760–900 | 310–380 |
| Max servicetemp. | 500°C | 250°C | 300°C | 200°C |
| Anti-anfall egenskaper | Måttlig (behöver pålitlig glidmedel) | Utmärkt (ledningsfas) | Bra | Bra |
| Korrosionsbeständighet | Utmärkt | Bra | Bra | Bra |
| Självsmörjande version | Ja (grafitplugg) | Ja (oljeimpregnerad) | Begränsad | Ja (sintrad) |
| Blyfri kvalitet tillgänglig | Ja | Begränsad (Bi substitute) | Ja | Ja |
| Primära applikationer | Tunga formar, smidespress, marin, högtemp | Formslider, allmänt verktyg, kamföljare | Hamnmaskineri, konstruktion, marin hårdvara | Precisionsverktyg, oscillerande mekanismer, instrument |
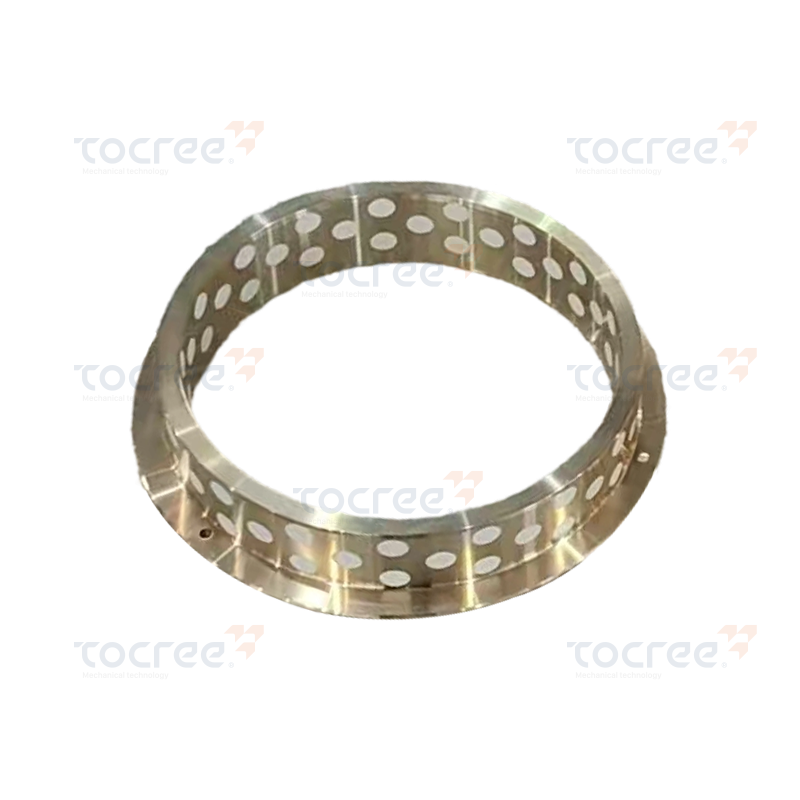
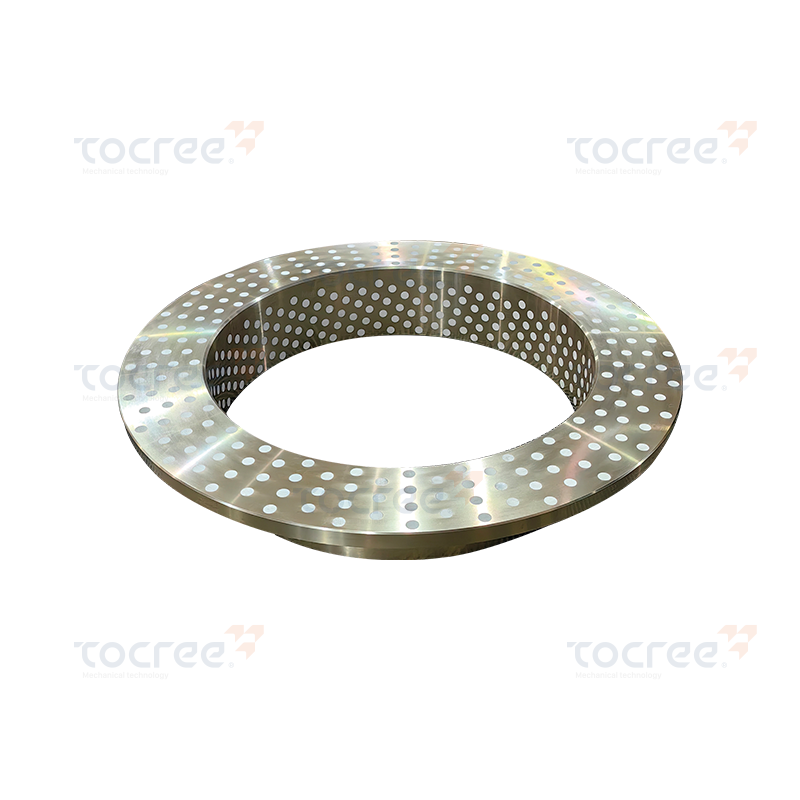
En av de mest praktiskt viktiga utvecklingarna inom böjd slider-teknik av kopparlegering är integrationen av fast smörjmedel i själva sliderkroppen, vilket ger en komponent som ger sin egen smörjning under hela livslängden utan beroende av en extern olje- eller fetttillförsel. Självsmörjande böjda bronsglidare tillverkas genom att borra eller gjuta ett mönster av hål eller kanaler i glidytan och pressa fast smörjmedelsmaterial - oftast grafit, men även PTFE, molybdendisulfid (MoS₂) eller kombinationer därav - i dessa reservoarer.
Konstruktionsprincipen är kritisk: hålen för smörjmedelsbehållaren måste placeras så att när reglaget rör sig genom sin båge, passerar varje punkt på den passande ytan över minst en smörjmedelsficka under ett enda komplett slag. Detta säkerställer att hela kontaktzonen får en kontinuerlig, tunn smörjfilm avsatt direkt av grafiten eller PTFE i kontaktögonblicket. I en väldesignad självsmörjande böjd reglage upprätthåller denna mekanism gränssmörjningsförhållanden över hela kontaktytan även under långvarig drift utan någon extern smörjhändelse, vilket gör dem till standardspecifikationen för:
Smörjmedelspluggens mönstertäthet och diameter är konstruerade för den specifika applikationen - höghastighetsmekanismer med korta slag kräver ett tätare pluggmönster än långsamma komponenter med lång rörelse. Ett vanligt standardmönster för böjda slidplattor av aluminiumbrons använder grafitpluggar med diametern 8 mm med 30–40 mm centrumavstånd, arrangerade i ett förskjutet rutnät för att säkerställa kontinuerlig smörjmedelstäckning över glidytan i alla lägen inom bågens rörelseområde.

Den krökta båggeometrin i kombination med kopparlegeringens tribologiska egenskaper skapar en komponent som löser specifika tekniska problem inom ett brett spektrum av industrier. Följande applikationer representerar de högsta volymerna och mest krävande användningsfallen.
Formsprutningsformar och pressgjutningsverktyg använder vinklade eller böjda glidmekanismer som kärndragningssystem för att bilda underskurna detaljer i plast- eller metalldelar som inte kan skjutas ut från en rak dragform. När formen öppnas måste dessa reglage - ofta kallade "sidohandlingar" - färdas längs en definierad båge eller vinklad bana för att dra tillbaka den formande kärnan innan delen kan kastas ut. Böjda slider av kopparlegering i detta sammanhang tjänar som slitytan mellan det rörliga glidblocket och dess styrbana i formbasen. Den höga värmeledningsförmågan hos aluminiumbrons och tennbrons – upp till 10 gånger högre än verktygsstål – gör dem särskilt värdefulla här: reglaget drar värme snabbt ut ur verktyget, vilket minskar cykeltiden och förhindrar heta fläckar i områden där kylvatten inte kan nå. AMPCO-18 (en aluminiumbronslegering) är en av de kommersiellt specificerade kvaliteterna som används för slitageplattor för formsprutning, just för denna kombination av glidegenskaper och termisk prestanda.
Kolven eller sliden på en smidespress eller stanspress måste förflyttas med hög precision längs en styrd bana för att bibehålla exakt inriktning mellan de övre och nedre formhalvorna. I pressar som använder bågbana eller excentriska drivmekanismer, innehåller pressglidstyrningssystemet böjda bronsslitplattor eller bågprofiler för att ta emot den lätta rotationskomponenten av kolvens rörelse när excentern driver genom sin arbetscykel. Manganbrons och aluminiumbrons böjda gibbar är standardmaterialen för pressglidstyrningar i högtonnagepressar, där kontakttrycken kan nå 15–25 MPa och styrsystemet måste bibehålla en inriktningsnoggrannhet under 0,05 mm genom miljontals presscykler.
Grävarbommar, kranarmar, lastararmar och hydraulcylindermonteringspunkter involverar alla svängleder som roterar genom en definierad båge under tunga, ofta stötbelastade, driftsförhållanden. Böjda skjutreglage av kopparlegering i dessa leder - vanligtvis i form av halvskalsbågfoder eller sektorformade slitkuddar - fördelar svängningsbelastningen över hela kontaktbågen och ger den lågfriktion, slitstarka ytan som behövs för att bibehålla fogavstånd inom specifikationen genom år av fältdrift i abrasiva, ofta våta miljöer. Den utmärkta korrosionsbeständigheten hos aluminiumbrons gör den till det dominerande legeringsvalet för utomhuskonstruktioner och marina svängfogar.
Axiella kolvhydrauliska pumpar och motorer använder böjda bronsreglage - ofta kallade slipkuddar eller hållarplattor - för att styra de fram- och återgående kolvarna över ventilplattan och bibehålla den hydrostatiska filmen som tätar varje kolvs tryckkammare. Den krökta profilen hos dessa komponenter matchar cylinderblockets hålradie, vilket säkerställer en överensstämmande kontakt och jämn tryckfördelning över hela arbetsvinkeln. Tennbrons- och fosforbronskvaliteter används ofta för dessa precisionshydrauliska glidkomponenter på grund av deras utmärkta dimensionsstabilitet, motståndskraft mot hydraulvätskeangrepp och förutsägbart friktionsbeteende över breda tryck- och temperaturområden.
Broar med stora spann, stadiontak och industribyggnader använder krökta expansionslager för att tillåta termisk expansion och seismisk rörelse samtidigt som vertikala belastningar överförs till underkonstruktionen. Bronsbågsglidplattor i dessa lager - vanligtvis tennbrons eller aluminiumbrons beroende på lastens storlek och korrosionsexponering - ger den lågfriktionsböjda glidytan som rymmer de rotations- och translationsrörelser som strukturen upplever. Dessa komponenter kan förbli i drift i 30–50 år med minimalt underhåll, vilket gör den inneboende korrosionsbeständigheten och hållbarheten hos kopparlegeringar särskilt värdefulla i denna applikation.
Att specificera en böjd skjutreglage i kopparlegering för en ny applikation eller ersättning innebär att flera interberoende parametrar definieras. Att få dessa rätt i specifikationsstadiet förhindrar geometri och materialfel som orsakar för tidigt slitage eller felaktig passning i monteringen.
Böjda skjutreglage i kopparlegering är utformade som slitage-ersättningskomponenter - de är det offer som slits i aggregatet, avsedda att skydda de dyrare passande ytorna från slitage och att bytas ut när de slits utöver deras bruksgräns. Att hantera detta korrekt kräver att man känner till slitageindikatorerna, ersättningskriterierna och hur man förlänger serviceintervallerna genom korrekt underhållspraxis.
Slitage i en böjd löpare av kopparlegering övervakas lättast genom att mäta monteringsspelet mellan löparen och dess passande styrbana eller borrning med definierade intervall. Nya installationer har vanligtvis ett designfritt spelrum på 0,02–0,08 mm för precisionsverktygstillämpningar och 0,05–0,20 mm för allmänna maskiner. När detta spel har ökat med en definierad multipel av det initiala värdet - vanligtvis 3–5 gånger det initiala spelet används som ersättningsutlösare i precisionsverktyg - har bågvägsstyrningens noggrannhet försämrats till en nivå som påverkar detaljkvaliteten eller forminriktningen. I applikationer med tunga maskiner är kriteriet ofta uppkomsten av detekterbart glapp eller skramlande i fogen under belastningsomkastning.
Visuell inspektion av glidytan ger ytterligare information: jämnt, polerat slitage över hela bågytan indikerar god kontaktfördelning och korrekt inriktning. Koncentrerat slitage vid kanterna eller vid specifika vinkellägen indikerar felinriktning, överbelastning i en del av bågområdet eller felaktig bågradiematchning mellan löparen och styrbanan - förhållanden som förkortar livslängden och bör undersökas och korrigeras vid bytestillfället, accepteras inte som normalt.
För externt smorda böjda skjutreglage av kopparlegering beror smörjintervallet på driftsförhållandena: belastning, hastighet, temperatur och föroreningsnivå. En allmän utgångspunkt för fettsmorda böjda bronsglidare i industrimaskiner är eftersmörjning var 100–250:e drifttimme under normala förhållanden, reducerad till var 40–80:e timme i hög belastning, dammig eller våt miljö. Det föredragna smörjmedlet för de flesta böjda reglagen i kopparlegering är ett EP (extremt tryck) fett med litiumkomplexförtjockningsmedel, NLGI Grade 2, innehållande 3–5 % molybdendisulfid eller grafit som en fast smörjmedelstillsats. Oljesmörjning är att föredra i applikationer med kontinuerlig rörelse där en oljefilm kan bibehållas — ISO VG 68 till ISO VG 220 beroende på driftshastighet och temperatur. Undvik smörjmedel som innehåller klorerade EP-tillsatser på kopparlegeringar, eftersom klor angriper koppar-tenn och koppar-zinklegeringar och orsakar accelererad korrosion av glidytan.

Denna solida självsmörjande kopparhylsa inbäddad med PTFE kombinerar slitstyrkan hos mässing med ...

Denna sfäriska självsmörjande kopparhylsa är gjord av höghållfast höghållfast mässing som basmate...
Hög draghållfasthet: Denna produkts draghållfasthet når upp till 750N/mm², vilket säkerställer ut...
PTFE enfläns solid självsmörjande kopparhylsa är en högpresterande mekanisk komponent. Den är til...

Enkelfläns självsmörjande lager (med grafitinbäddning) är en högpresterande solid självsmörjande ...
Den L-formade solida självsmörjande glidaren är gjord genom att bädda in fast grafitsmörjmedel me...
Upphovsrätt © 2025 Jiashan Tocree Machinery Co., Ltd. Alla rättigheter reserverade.
Anpassade kopparlegeringar maskindelar
