För alla frågor och feedback från kunder kommer vi att svara tålmodigt och noggrant.
Denna kopparbaserade oljeavtappningsring är gjord av högkvalitativ tennbrons genom exakt bearbetn...
En slitstark platta av kopparlegering är en av de komponenter som tenderar att gå obemärkt förbi tills den misslyckas - och när den gör det, skvalpar konsekvenserna genom hela maskinen eller strukturen som den stöder. Kopparbaserade slitplåtar har ansetts förtroende för tunga glidande, högbelastnings- och korrosionsbenägna applikationer i över ett sekel eftersom de erbjuder något som stålslitplattor inte kan: en kombination av lastbärande kapacitet, naturligt låg friktion mot stålytor, korrosionsbeständighet och i de självsmörjande versionerna, förmågan att arbeta utan kontinuerlig olja eller fett. Den här guiden täcker de stora kopparlegeringsfamiljerna som används i slitplåtsapplikationer, deras mekaniska och tribologiska egenskaper, rollen av fasta smörjmedelsinlägg, specifika industrier och applikationer där de används, och vad man ska specificera när man skaffar dem.
Det tribologiska fallet för kopparlegeringar i glidslitageapplikationer börjar med friktion. Friktionskoefficienter för bronslegeringar som kör mot stål varierar från 0,08 till 0,14 under smorda förhållanden — jämfört med 0,32 för aluminium på stål och 1,00 för stål på stål. Under torra eller gränssmörjningsförhållanden uppnår bronslegeringar fortfarande friktionskoefficienter på endast 0,12 till 0,30, vilket bibehåller meningsfull prestanda mot anfall även när smörjningen avbryts. Detta beteende kommer från de fysikaliska och kemiska egenskaperna hos kopparbaserade legeringar vid glidgränsytan: de är mjukare än stålytorna, vilket gör att de kan anpassa sig till ytojämnheter och bädda in små förorenande partiklar snarare än att tillåta dessa partiklar att skära på båda ytorna. Denna formbarhet innebär också att när en slitplåt av kopparlegering slits, gör den det gradvis och förutsägbart - inte katastrofalt.
Utöver friktion erbjuder kopparlegeringar värmeledningsförmåga tre till tio gånger högre än stål, vilket innebär att friktionsvärme som genereras vid det glidande gränssnittet försvinner snabbt in i plåtkroppen snarare än att koncentreras vid kontaktzonen för att påskynda termiskt slitage, filmnedbrytning eller fastsättning. Kopparlegeringar motstår också nötning - den adhesiva svetsningen av glidande metallytor - mycket bättre än stål-på-stål-kontakt, särskilt aluminiumbrons och höghållfast mässing, som bildar stabila ytoxidfilmer som fungerar som tunna, hårda offerlager som skyddar bulkmaterialet under.
Det praktiska resultatet är ett slitplåtsmaterial som tillåter längre serviceintervall, mer förutsägbara bytesscheman, lägre utbytesfrekvens än härdade stålslitplåtar i samma glidtillämpningar och förmågan att arbeta i miljöer där tillförlitlig extern smörjning inte kan upprätthållas - förhållanden under vilka stålslitplåtar fastnar och misslyckas snabbt.
Flera distinkta kopparlegeringsfamiljer används i slitplåtsapplikationer, var och en med olika balans mellan styrka, friktion, korrosionsbeständighet och bearbetbarhet. Att förstå skillnaderna vägleder korrekt legeringsval för specifika driftsförhållanden.
Aluminiumbrons är den kopparlegeringsfamilj av högsta hållfasthet som vanligtvis finns tillgänglig i slitplåtsform, med draghållfastheter som sträcker sig från 550 MPa för standardgjutkvaliteter upp till 900 MPa eller mer för smide eller värmebehandlade legeringar. Aluminiuminnehållet (typiskt 8–12 viktprocent) främjar bildningen av en stabil, tät ytfilm av aluminiumoxid som ger både korrosionsskydd och slitstyrka. C95400 (CuAl10Fe5 / GB: QAl10-3-1.5) är den vanliga industriella aluminiumbrons-slitplåtslegeringen - den kombinerar god hållfasthet, utmärkt korrosionsbeständighet och stark slitstyrka. C95500 och C63000 (CuAl10Fe5Ni5) tillför nickel för ytterligare styrka och korrosionsbeständighet, vilket gör dem till standardvalet för slitageplåtar för marina, offshore- och kemiska processer där både mekanisk belastning och aggressiva medier är närvarande samtidigt.
Slitplåtar av aluminiumbrons är det föredragna valet där höga tryckbelastningar (över 300 MPa kontakttryck), måttliga till höga glidhastigheter och korrosiva miljöer sammanfaller. Typiska applikationer inkluderar kugghjulsslitkuddar, hydrauliska cylinderstyrringar, brygglagerplattor, marina propelleraxelfoder och pumpslitringar i sjövattenservice. Den enda begränsningen för aluminiumbrons är dess tendens att orsaka mer slitage på stålytor än mjukare bronslegeringar - där motytasslitage är ett problem, bör legeringsvalet balansera slitplåtens livslängd mot kostnaden för den matchande stålkomponenten.
Tennbronslegeringar (vanligtvis 8–12 % tenn) har varit det klassiska lager- och slitplåtsmaterialet i över två tusen år, och de förblir standard i många glidtillämpningar med måttlig belastning på grund av deras exceptionella kombination av slitstyrka, formbarhet, inbäddningsförmåga och anti-hastegenskaper. De ledande slitplåtsorterna för industriell tennbrons inkluderar C90700 (CuSn12), C91100 (CuSn16) och C93200 (CuSn7Pb7Zn3 / SAE 660 / GB: ZCuSn5Pb5Zn5). SAE 660 / C93200 är en av de mest använda allmänt använda bronslegeringarna globalt - dess tenn-bly-zink-sammansättning ger god lastkapacitet, utmärkt oljeretention i den porösa gjutna strukturen, anti-kärvegenskaper härledda från blyfasen och bred korrosionsbeständighet.
Slitplåtar av tennbrons fungerar effektivt vid belastningar upp till 275 MPa kontakttryck (vissa kvaliteter till 700 bar oljefilmkapacitet i axelkonfigurationer) och temperaturer upp till 260°C. De är standardmaterialet för glidstyrningar för verktygsmaskiner, hydrauliska och pneumatiska ställdonsslitringar, bryggexpansionsfogglidplattor och generella glidkomponenter i kemisk och livsmedelsutrustning. Fosforbrons (med fosfortillsatser på 0,03–0,35 %) förbättrar fjäderegenskaperna, styvheten och slitstyrkan ytterligare och används för slitageplattor med högre precision inom instrumentering och ljusteknik.
Höghållfast mässing - känd på olika marknader som manganbrons, Golik-mässing eller höghållfast mässing - är modifieringar av 60/40 mässing (Muntz-metall) bas med tillsatser av mangan, järn, aluminium och ibland nickel och bly. Den kinesiska kvaliteten ZCuZn24Al6Fe4Mn3 (cirka 62 % koppar) och de amerikanska/europeiska motsvarigheterna C86300 och C86200 är de mest använda. Dessa legeringar uppnår draghållfastheter på 600–700 MPa – konkurrenskraftiga med aluminiumbrons med lägre hållfasthet – kombinerat med god bearbetningsförmåga, måttlig korrosionsbeständighet och utmärkt slitstyrka under smorda förhållanden.
Slitplåtar i mässing med hög hållfasthet används flitigt i pressgjutningsmaskiner (matrisbasglidplattor, ejektorplåtstyrningar), sprutformsslitremsor, glidskydd för kantpressverktyg och svängbara slitfoder för anläggningsutrustning. Deras kombination av styrka, bearbetbarhet och lägre legeringskostnad i förhållande till aluminiumbrons gör dem till det kostnadseffektiva valet när extrem korrosionsbeständighet inte krävs. För pressverktygsapplikationer med hög belastning är C86300 höghållfast mässing med grafitpluggar ett av de vanligaste materialen för slitplåtar i världen.
Blybronslegeringar använder bly som det primära friktionsreducerande elementet. Bly bildar inte en legering med koppar - istället existerar det som diskreta kulor fördelade i koppar-tennmatrisen. Under glidande förhållanden smetar bly ut sig över kontaktytan, vilket ger en tunn, självförnyande smörjfilm som förhindrar anfall även under marginella smörjförhållanden. Slitplåtar av blybrons är mjuka, mycket formbara och tolererar axelfel och smutsiga smörjmedel bättre än hårdare legeringsplåtar. C93200 (redan noterat ovan) är en hybridlegering; högre blykvaliteter som C93700 (CuSn10Pb10) och C94300 används där motstånd mot angrepp i dåligt smorda förhållanden är det primära kravet, till priset av minskad lastkapacitet i förhållande till tennbrons. Slitplåtar av blybrons är standard i fordonsmotorlager, industrimotorhuvudlager och allmänna glidstyrningsapplikationer där driftförhållandena är måttliga och tillförlitlighet mot angrepp är prioritet.
Tabellen nedan sammanfattar de viktigaste mekaniska och tribologiska egenskaperna hos de viktigaste slitplåtsorterna av kopparlegeringar för att stödja ett snabbt materialval.
| Legeringskvalitet | Typisk sammansättning | Draghållfasthet | Hårdhet (HB) | Max lastkapacitet | Bäst för |
|---|---|---|---|---|---|
| C95400 Aluminium Brons | Cu-10Al-4Fe | 550–620 MPa | 150–180 | Hög (300 MPa kontakt) | Tunglast industri, marin, broar |
| C95500 / C63000 Ni-Al Brons | Cu-10Al-5Fe-5Ni | 690–800 MPa | 180–210 | Mycket hög | Offshore, kemiska, extrema applikationer |
| C90700 tenn brons | Cu-12Sn | 310–380 MPa | 80–100 | Medium | Verktygsstyrningar, ställdonsslitringar |
| C93200 SAE 660 | Cu-7Sn-7Pb-3Zn | 240–280 MPa | 60–80 | Medium | Allmänna glidlager, tapplager |
| C86300 höghållfast mässing | Cu-26Zn-3Fe-6Al-3Mn | 620–700 MPa | 170–220 | Hög | Formplattor, formslitband, pressverktyg |
| C93700 blybrons | Cu-10Sn-10Pb | 210–260 MPa | 50–70 | Låg–Medium | Anti-angreppsapplikationer, motorlager |
Den vanliga slitplåten av kopparlegering är beroende av ett externt smörjmedel – olja eller fett som levereras till det glidande gränssnittet – för att bibehålla lågfriktionsfilmen som förhindrar direkt metall-till-metall-kontakt och kontrollerar slitagehastigheten. När extern smörjning inte kan upprätthållas på ett tillförlitligt sätt – på grund av driftsmiljön, åtkomstbegränsningar, extrema temperaturer eller föroreningsproblem – löser självsmörjande kopparlegeringsslitplattor med solida smörjmedelsinlägg problemet på komponentnivå.
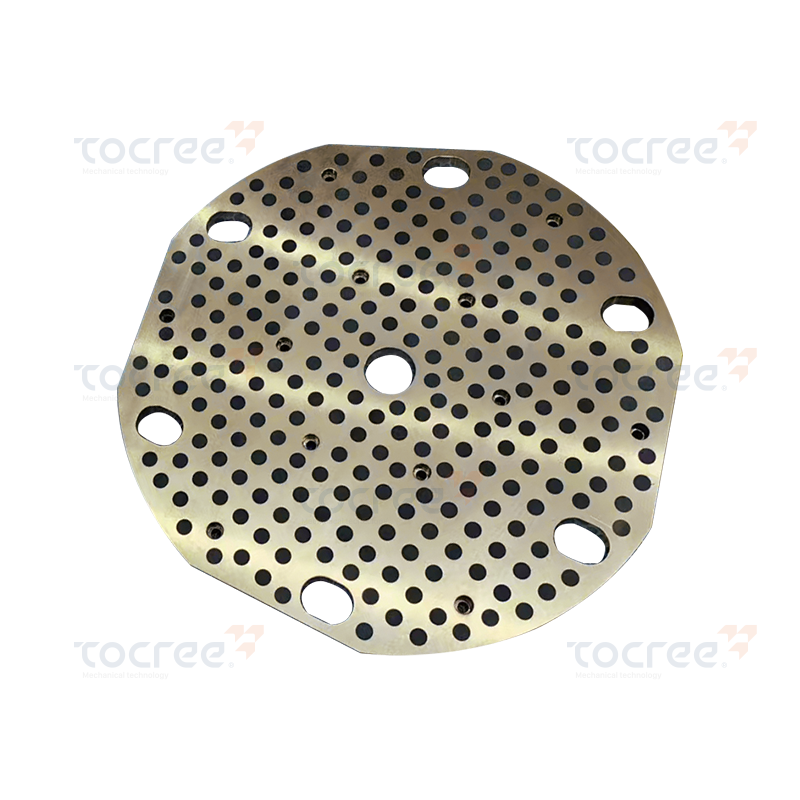
Den mest använda självsmörjande kopparslitplattan kombinerar en höghållfast kopparlegeringsbas (typiskt aluminiumbrons C95400, höghållfast mässing C86300 eller tennbrons C90700) med cylindriska pluggar eller stänger av massiv grafit som pressats eller gjuts in i de bearbetade hålen i de bearbetade ytan. Grafit täcker cirka 20–30 % av den glidande ytan och fördelar sig jämnt över kontaktzonen. Under drift, när plattan glider mot sin motyta, överförs grafit kontinuerligt från pluggarna till både slitplattans yta och den passande ytan, vilket bildar en solid smörjfilm som består oberoende av eventuella externa smörjsystem.
Driftskalet för slitplåtar av grafitinbäddade kopparlegeringar täcker ett brett område: bärande kapacitet upp till 250 MPa statiskt kontakttryck, torrfriktionskoefficienter på 0,10–0,16 (jämfört med 0,20–0,35 för en osmord solid kopparplåt från c-2°C) och servicetemperatur (förhöjd kopparplåt) till 2°C service upp till 300–400°C där de flesta oljebaserade smörjmedel bryts ned. Detta temperaturintervall gör grafitinbäddade slitplåtar av brons till standardlösningen i glastillverkningsutrustning, ugnsdörrsskjutenheter, pressstyrningar för varmsmide och hjälputrustning för stålverk där omgivningstemperaturer utesluter oljesmörjning helt.
Molybdendisulfid (MoS₂) är ett skiktat kristallint fast smörjmedel med en friktionskoefficient på 0,03–0,06 vid måttliga temperaturer – lägre än grafit – och utmärkt prestanda i torra eller vakuummiljöer där grafitens smörjförmåga försämras (grafit kräver viss luftfuktighet för att uppnå sin lägsta friktion). MoS₂-pluggar eller beläggningar används i slitplåtar av kopparlegeringar för flyg- och rymdmekanismer, vakuumutrustning och precisionsinstrument där extremt låg friktion behövs utan risk för förorening av smörjmedel. Temperaturtaket för MoS₂-effektivitet är cirka 350°C i luft (högre i inert atmosfär eller vakuum), smalare än grafitens övre område men fullt tillräckligt för de flesta glidapplikationer som inte är ugn.
Fettspårsslitplåtar är en medelväg mellan utvändigt smorda och helt självsmörjande plåtar. Den glidande ytan är bearbetad med ett mönster av spår - raka parallella kanaler, mönster med kryssluckor eller spiralkonfigurationer - som fungerar som behållare för fett som packas in under installationen. Fettet släpps ut gradvis när plattan arbetar, vilket ger smörjning under förlängda serviceintervall utan att det krävs kontinuerlig extern leverans. Detta tillvägagångssätt är standard på entreprenadmaskiners svängleder, grävmaskinens bomstift, kransvängringsslider och brygglagerplattor där periodisk återsmörjning förekommer men kontinuerliga automatiserade smörjsystem inte är praktiska.

Kombinationen av lastkapacitet, antifriktionsegenskaper, korrosionsbeständighet och värmeledningsförmåga gör slitstarka plattor av kopparlegering oersättlig inom ett brett spektrum av industriella tillämpningar. Varje applikation betonar en annan delmängd av dessa egenskaper.
Slitstarka plåtar av kopparlegering finns i flera tillverkningsformer, var och en lämpad för olika storleksintervall, toleranser och produktionsekonomi.
Stränggjutning producerar kopparlegeringsplåt och stångmaterial genom att stelna smält legering i en vattenkyld grafitform, vilket drar tillbaka det stelnande gjutgodset kontinuerligt som en stång, stång eller rektangulär sektion. Den kontinuerliga gjutningsprocessen ger en fin, enhetlig kornstruktur med högre densitet och mer konsekventa mekaniska egenskaper än statisk sandgjutning, vilket gör den till den föredragna produktionsmetoden för bärande material av tennbrons och aluminiumbrons. Stränggjutna bronsplåtar finns i tjocklekar från cirka 6 mm till 100 mm, bredder upp till 500 mm och längder upp till 3 000 mm eller mer, beroende på legering och tillverkare. Denna form används för direktbearbetning till slutliga slitplåtsdimensioner.
Centrifugalgjutning häller smält legering i en roterande cylindrisk form, där centrifugalkraften fördelar den flytande metallen utåt mot formväggen. Detta ger ihåliga cylindrar med exceptionell mikrostrukturell densitet (centrifugalkraften driver ut gas och föroreningar till hålets yta), vilket gör centrifugalgjuten kopparlegering till den föredragna råvaran för slitringar med stor diameter, axellagerskal och cylindriska slitbussningar som sedan skärs eller bearbetas till platt slitplåtsform.
Sandgjutning och investeringsgjutning används för slitplåtar med komplexa geometrier – integrerade flänsar, utsprång eller inre detaljer – som är oekonomiska att bearbeta från fast lager. Gjutna slitplåtar har vanligtvis något lägre mekaniska egenskaper än stränggjutningsekvivalenter på grund av den grövre kornstrukturen och potentialen för gjutporositet, men de tillåter produktion i nästan nätform av komplexa komponenter vid lägre materialspill än bearbetning från fasta material. Sandgjuten aluminiumbrons (C95400 enligt ASTM B271 eller B505) är standard för stora brolagerplattor och tunga industriella glidkomponenter.
Slitplåtar av sintrade kopparlegeringar tillverkas genom att komprimera och sintra blandade koppar-, tenn- och smörjmedelspulver och sedan kalibrera den sintrade formen till slutliga dimensioner. Den inneboende porösa sintrade strukturen fungerar som en oljereservoar - när plattan värms under drift, pumpar termisk expansion olja till ytan; när den svalnar dras olja in igen. Detta självoljande beteende gör sintrade kopparlegeringsplåtar till standard för låghastighets, lätt belastade applikationer som hushållsapparaters lager, styrningar för lätta maskiner och instrumenttappar där kontinuerlig eller manuell smörjning inte är praktisk.
Att välja rätt slitstark platta av kopparlegering för en specifik applikation innebär att man systematiskt arbetar igenom driftsförhållandena och matchar dem till legerings- och konfigurationsalternativ.
Även den bäst specificerade nötningsbeständiga plåten i kopparlegering kommer att underprestera eller misslyckas i förtid om den installeras felaktigt, körs in felaktigt eller underhålls utan hänsyn till de specifika kraven för glidkontakt av kopparlegering.
Under installationen, se till att slitplattans sittyta är plan, ren och fri från grader eller höga punkter som kan orsaka gungning eller ojämnt kontakttryck. Ojämnt stöd koncentrerar belastningen på små ytor av plattan, vilket höjer det lokala kontakttrycket långt över designgenomsnittet och accelererar lokalt slitage. Fäst plattan ordentligt för att förhindra nötning eller mikrorörelse vid baksidans gränssnitt - för presspassning eller bultade applikationer, verifiera att fästsystemet bibehåller tillräcklig klämkraft under det förväntade driftstemperaturintervallet.
Nya slitplåtar av kopparlegeringar drar nytta av en inkörningsperiod — en period av drift vid reducerade belastningar och hastigheter för att tillåta glidytorna att anpassa sig och för att etablera den fasta smörjmedelsöverföringsfilmen (i grafitinbäddade plattor) eller hela oljefilmen (i oljesmorda plattor). För grafitinbäddade självsmörjande slitplattor etableras den initiala överföringsfilmen typiskt inom de första timmarna av drift; under denna period är högre friktion och temperaturer normala. För oljesmorda kopparlegeringsplåtar, applicera en lätt film av kompatibelt fett eller olja på både plattans yta och ytskiktet före första användningen, även om extern smörjning kommer att tillföras automatiskt under körning.
Inspektionsintervall bör fastställas baserat på arbetscykeln och driftsmiljön. Mät plåttjockleken med jämna mellanrum och jämför med den designade minsta servicetjockleken - den punkt där byte krävs innan grafitpluggarna (om sådana finns) eller basplattans material är uttömda. Håll register över uppmätt tjocklek över tiden; en plötslig acceleration i slitage är en tidig indikator på ett smörjfel, föroreningsproblem eller försämring av ytytan som bör undersökas innan plåten når sin minsta tjocklek.

Denna kopparbaserade oljeavtappningsring är gjord av högkvalitativ tennbrons genom exakt bearbetn...

Denna kopparbaserade växelmutter är en högpresterande komponent. Den är exakt bearbetad av högkva...
Den kopparbaserade grafitpackningen är gjord av högkvalitativ koppar-zinklegering som basmaterial...

Koppar-stål Bimetall Thrust Plate är en högpresterande komponent designad för krävande mekaniska ...

Materialstruktur: Gjuten aluminiummässing CuZn25Al6Fe3Mn3, med grafitinlägg. Applikat...

Denna produkt är en kopparmutter av hög kvalitet, gjord av tennbrons som basmaterial genom gängni...
Upphovsrätt © 2025 Jiashan Tocree Machinery Co., Ltd. Alla rättigheter reserverade.
Anpassade kopparlegeringar maskindelar
